Managing spare parts inventories can feel impossible. You don’t know what will break and when. Feedback from mechanical departments and maintenance teams is often inaccurate. Planned maintenance schedules are often shifted around, making them anything but “planned.” Usage (i.e., demand) patterns are most often extremely intermittent, i.e., demand jumps randomly between zero and something else, often a surprisingly big number. Intermittency, combined with the lack of significant trend or seasonal patterns, render traditional time-series forecasting methods inaccurate. The large number of part-by-locations combinations makes it impossible to manually create or even review forecasts for individual parts. Given all these challenges, we thought it would be helpful to outline a number of do’s (and their associated don’ts).
- Do use probabilistic methods to compute a reorder points and Min/Max levels
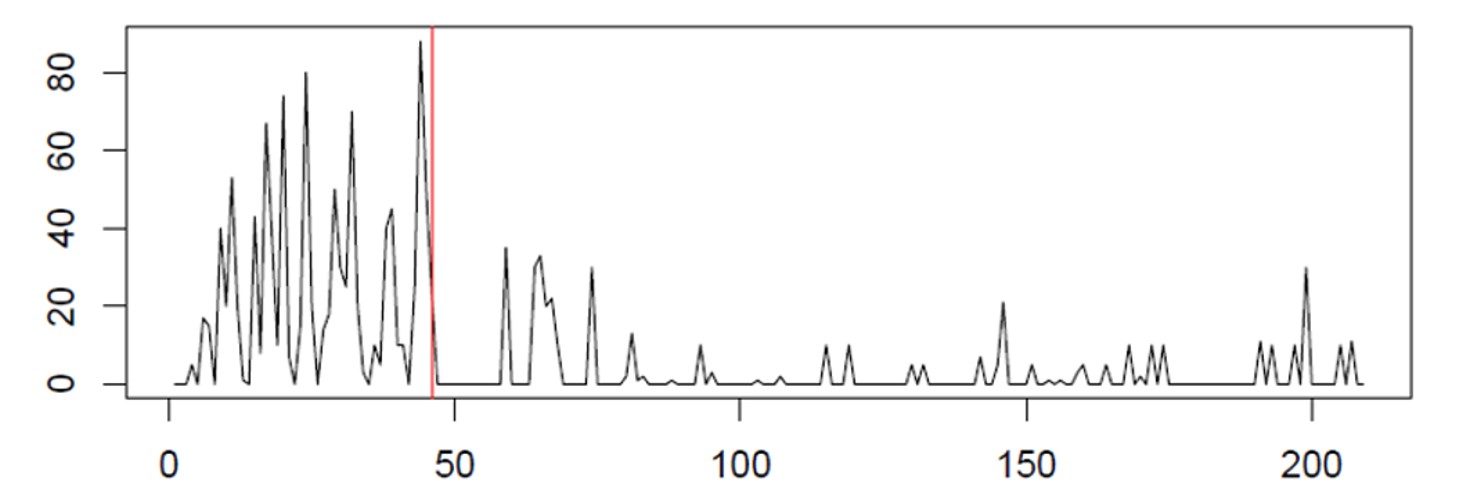
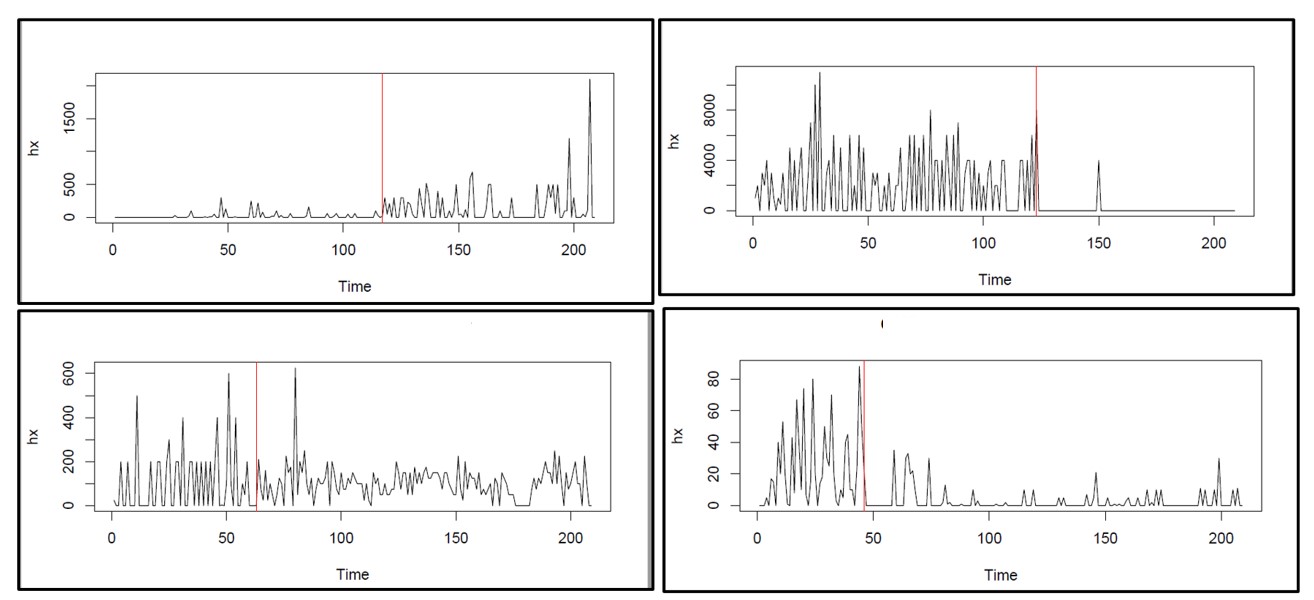
Basing stocking decisions on average daily usage isn’t the right answer. Nor is reliance on traditional forecasting methods like exponential smoothing models. Neither approach works when demand is intermittent because they don’t take proper account of demand volatility. Probabilistic methods that simulate thousands of possible demand scenarios work best. They provide a realistic estimate of the demand distribution and can handle all the zeros and random non-zeros. This will ensure the inventory level is right-sized to hit whatever service level target you choose.
- Do use service levels instead of rule-of-thumb methods to determine stocking levels
Many parts planning organizations rely on multiples of daily demand and other rules of thumb to determine stocking policies. For example, reorder points are often based on doubling average demand over the lead time or applying some other multiple depending on the importance of the item. However, averages don’t account for how volatile (or noisy) a part is and will lead to overstocking less noisy parts and understocking more noisy parts.
- Do frequently recompute stocking policies
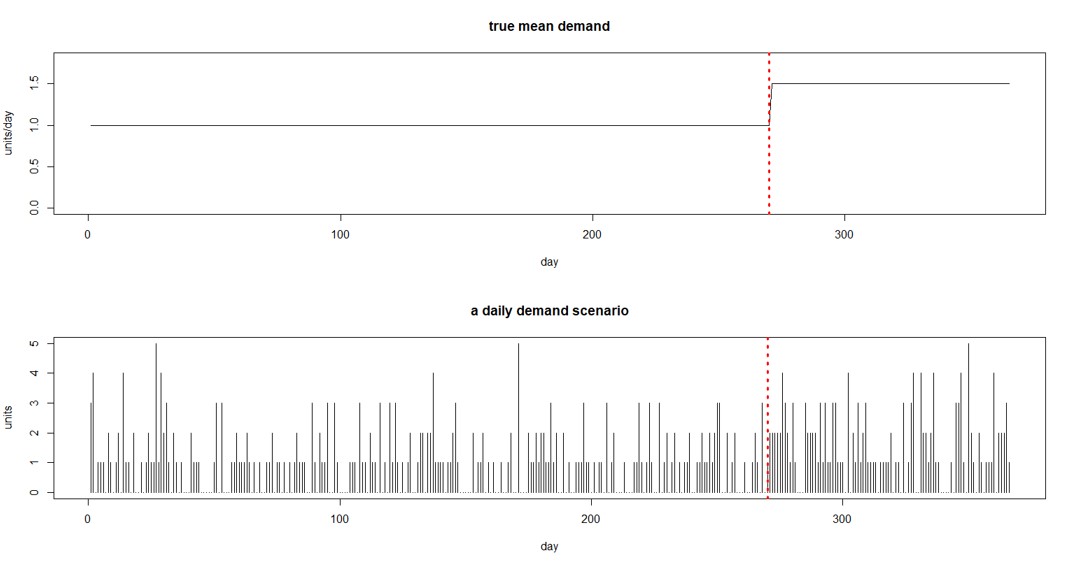
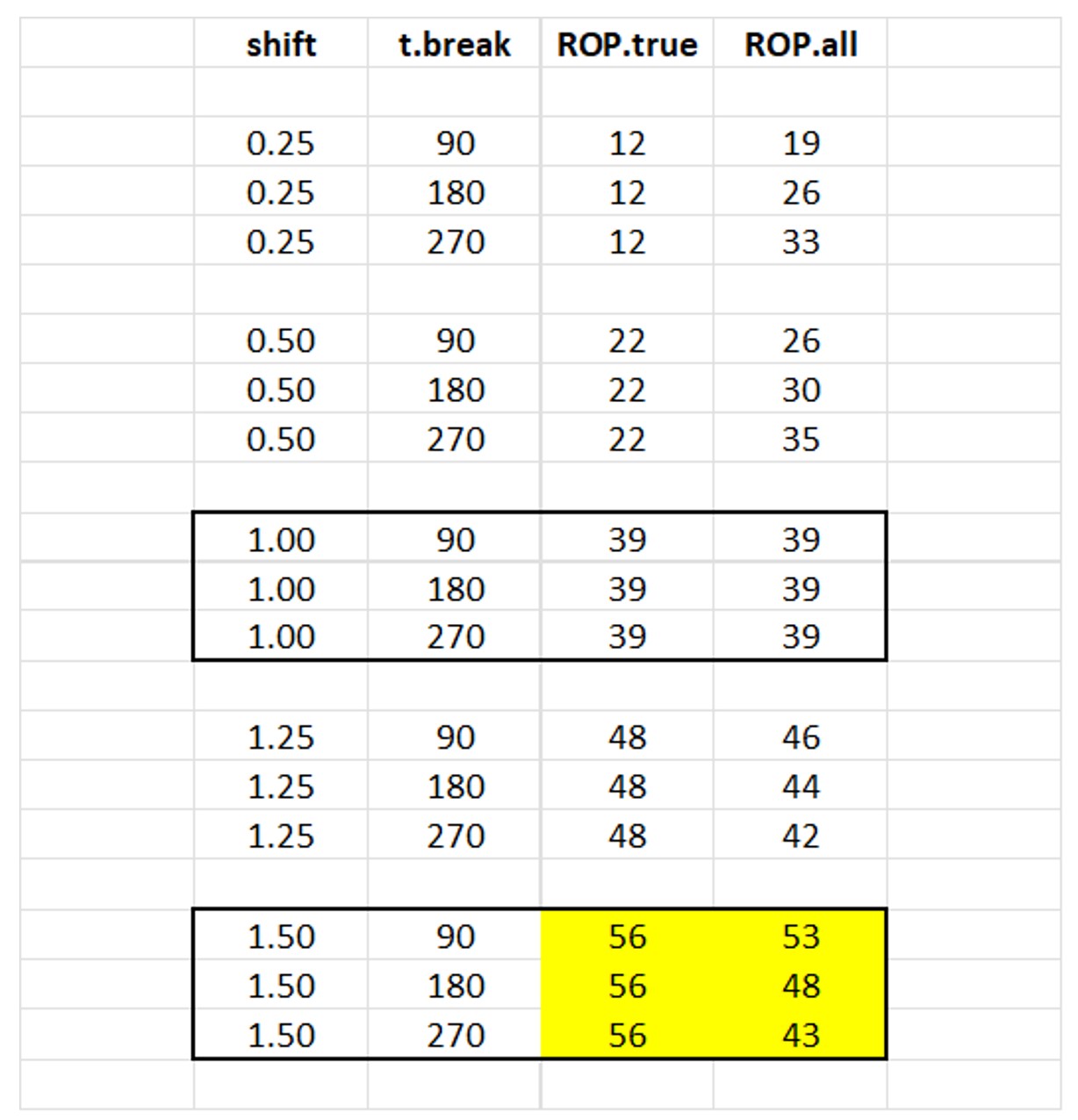
Just because demand is intermittent doesn’t mean nothing changes over time. Yet after interviewing hundreds of companies managing spare parts inventory, we find that fewer than 10% recompute stocking policies monthly. Many never recompute stocking policies until there is a “problem.” Across thousands of parts, usage is guaranteed to drift up or down on at least some of the parts. Supplier lead times can also change. Using an outdated reorder point will cause orders to trigger too soon or too late, creating lots of problems. Recomputing policies every planning cycle ensures inventory will be right-sized. Don’t be reactive and wait for a problem to occur before considering whether the Min or Max should be modified. By then it’s too late – it’s like waiting for your brakes to fail before making a repair. Don’t worry about the effort of recomputing Min/Max values for large numbers of SKU’s: modern software does it automatically. Remember: Recalibration of your stocking policies is preventive maintenance against stockout!
- Do get buy-in on targeted service levels
Inventory is expensive and should be right-sized based on striking a balance between the organization’s willingness to stock out and its willingness to budget for spares. Too often, planners make decisions in isolation based on pain avoidance or maintenance technicians’ requests without consideration of how spending on one part impacts the organization’s ability to spend on another part. Excess inventory on one part hurts service levels on other parts by disproportionally consuming the inventory budget. Make sure that service level goals and associated inventory costs of achieving the service levels are understood and agreed to.
- Do run a separate planning process for repairable parts
Some parts are very expensive to replace, so it is preferable to send them to repair facilities or back to the OEM for repair. Accounting for the supply side randomness of when repairable parts will be returned, and knowing whether to wait for a repair or to purchase an additional spare, are critical to ensuring item availability without inventory bloat. This requires specialized reporting and the use of probabilistic models. Don’t treat repairable parts like consumable parts when planning.
- Do count what is purchased against the budget – not just what is consumed
Many organizations will allocate total part purchases to a separate corporate budget and ding the mechanical or maintenance team’s budget for parts that are used. In most MRO organizations, especially in public transit and utilities, the repair teams dictate what is purchased. If what is purchased doesn’t count against their budget, they will over-buy to ensure there is never any chance of stockout. They have literally zero incentive to get it right, so tens of millions in excess inventory will be purchased. If what is purchased is reflected in the budget, far more attention will be paid to purchasing only what is truly needed. Recognizing that excess inventory hurts service by robbing the organization of cash that could otherwise be used on understocked parts is an important step to ensuring responsible inventory purchasing.
Spare Parts Planning Software solutions
Smart IP&O’s service parts forecasting software uses a unique empirical probabilistic forecasting approach that is engineered for intermittent demand. For consumable spare parts, our patented and APICS award winning method rapidly generates tens of thousands of demand scenarios without relying on the assumptions about the nature of demand distributions implicit in traditional forecasting methods. The result is highly accurate estimates of safety stock, reorder points, and service levels, which leads to higher service levels and lower inventory costs. For repairable spare parts, Smart’s Repair and Return Module accurately simulates the processes of part breakdown and repair. It predicts downtime, service levels, and inventory costs associated with the current rotating spare parts pool. Planners will know how many spares to stock to achieve short- and long-term service level requirements and, in operational settings, whether to wait for repairs to be completed and returned to service or to purchase additional service spares from suppliers, avoiding unnecessary buying and equipment downtime.
Contact us to learn more how this functionality has helped our customers in the MRO, Field Service, Utility, Mining, and Public Transportation sectors to optimize their inventory. You can also download the Whitepaper here.
White Paper: What you Need to know about Forecasting and Planning Service Parts
This paper describes Smart Software’s patented methodology for forecasting demand, safety stocks, and reorder points on items such as service parts and components with intermittent demand, and provides several examples of customer success.