If you are a new professional in the field of demand planning and inventory management, you face a very steep learning curve. There are many moving parts in the system you manage, and much of the movement is random. You may find it helpful to take a step back from the day-to-day flow to think about what it takes to be a successful demand planner. Here are six tips for new demand planners that you may find useful; they are distilled from working over thirty five years with some very smart practitioners.
1. Know what winning means.
Inventory management and demand planning is not a squishy area where success can be described in vague language. Success here is a numbers game. There a number of key performance indicators (KPI’s) available to you, including Service Level, Fill Rate, Inventory Turns, Inventory Investment, and Inventory Operating Cost. Companies differ in the importance they assign to each metric such, but you can’t win without using some or all of these to keep score.
But “winning” is not as simple as getting the best possible score on each metric. The metric values that are most important vary across companies. Your company may prioritize customer service over cost control, or vice versa, and next year it might have reason to reverse that preference.
Furthermore, there are linkages among KPI’s that require you to think of them simultaneously rather than as a collection of independent scores. For example, improving Service Level will usually also improve Fill Rate, which is good, but it will also usually increase Operating Cost, which is not good.
These linkages express themselves as tradeoffs. And while the KPI’s themselves are numbers, the management of the bundle of KPI’s requires some wise subjectivity, because what is needed is a reasonable balance among competing forces. The fundamental tradeoff is to balance the cost of having inventory against the value of having the inventory available to those who need it.
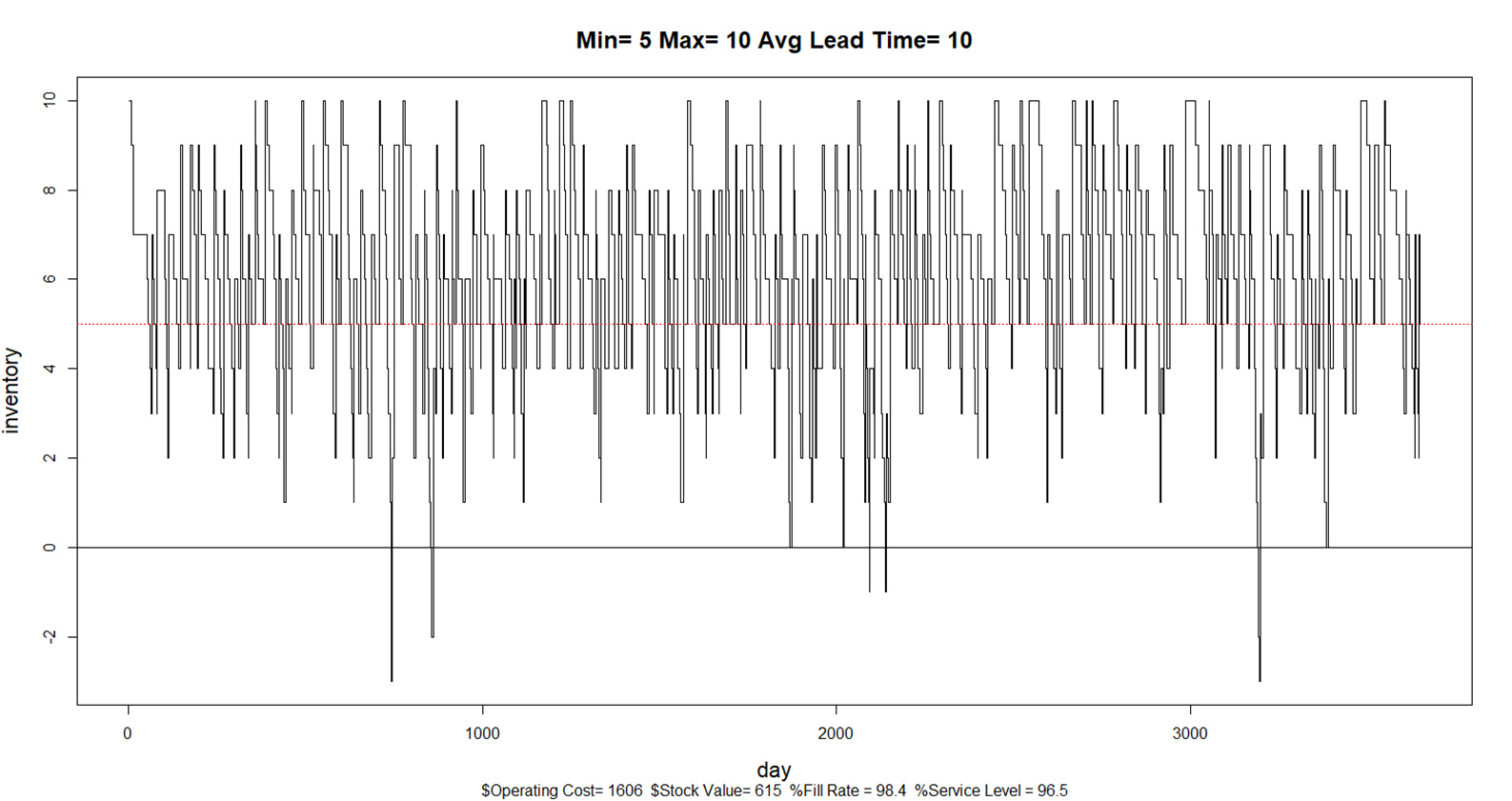
If you are relatively junior demand planner, these tradeoff judgments may be made higher in the organization, but even then you can play a useful role by insuring that the tradeoffs are exposed and appreciated. This means exposed at a quantitative level, e.g., “We can increase Service Level from 85% to 90%, but it will require $100K more stock in the warehouse.” This kind of specific quantitative knowledge can be provided by advanced supply chain analytics.
2. Keep score.
We’re all a bit squeamish about being measured, but confident professionals insist on keeping score. Enlightened supervisors understand that external forces can ding the performance of your system (e.g., a key supplier disappears), and that always helps. But whether or not you have good top cover, you cannot demonstrate success, nor can you react to problems, without measuring those KPI’s.
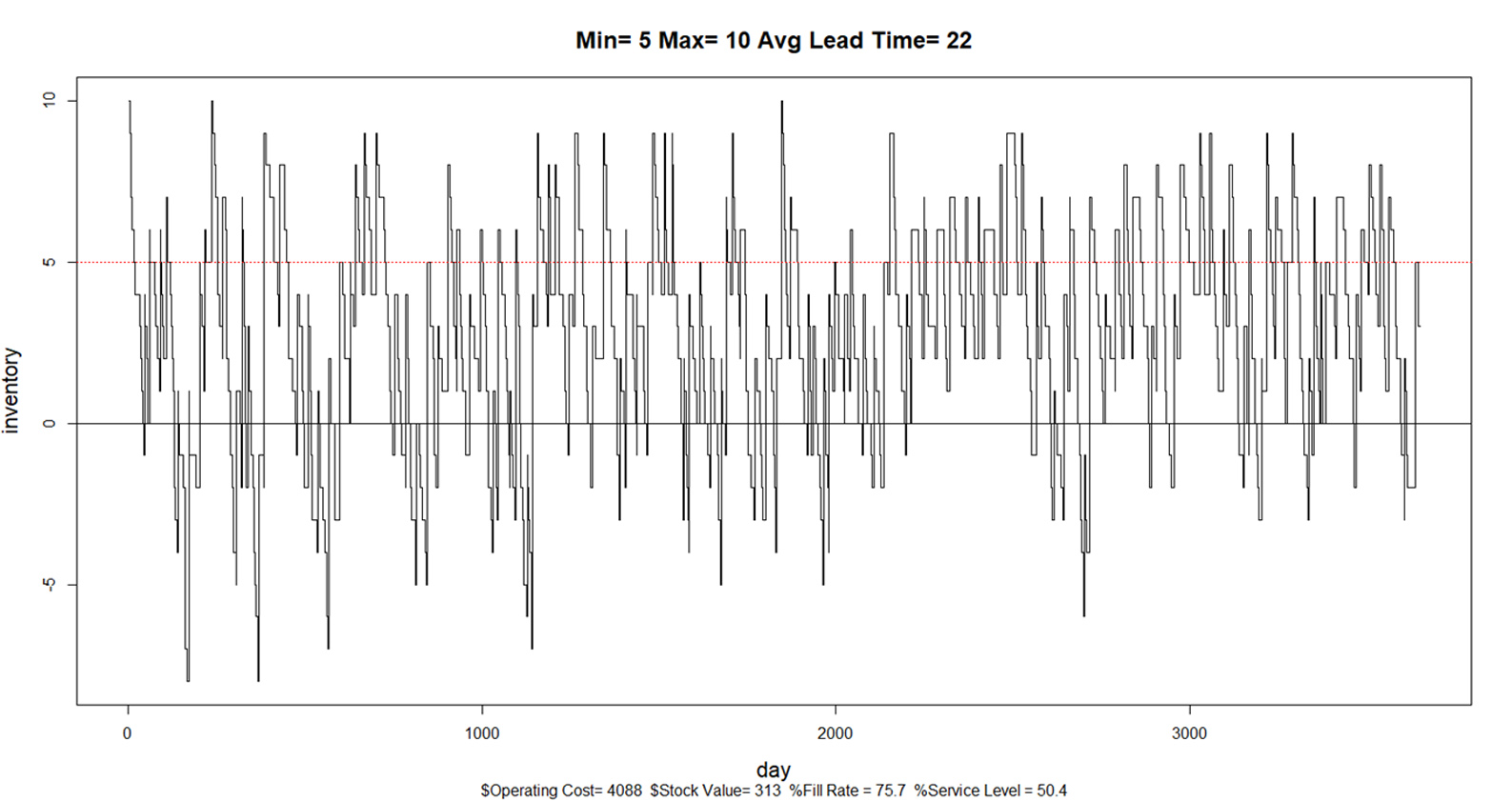
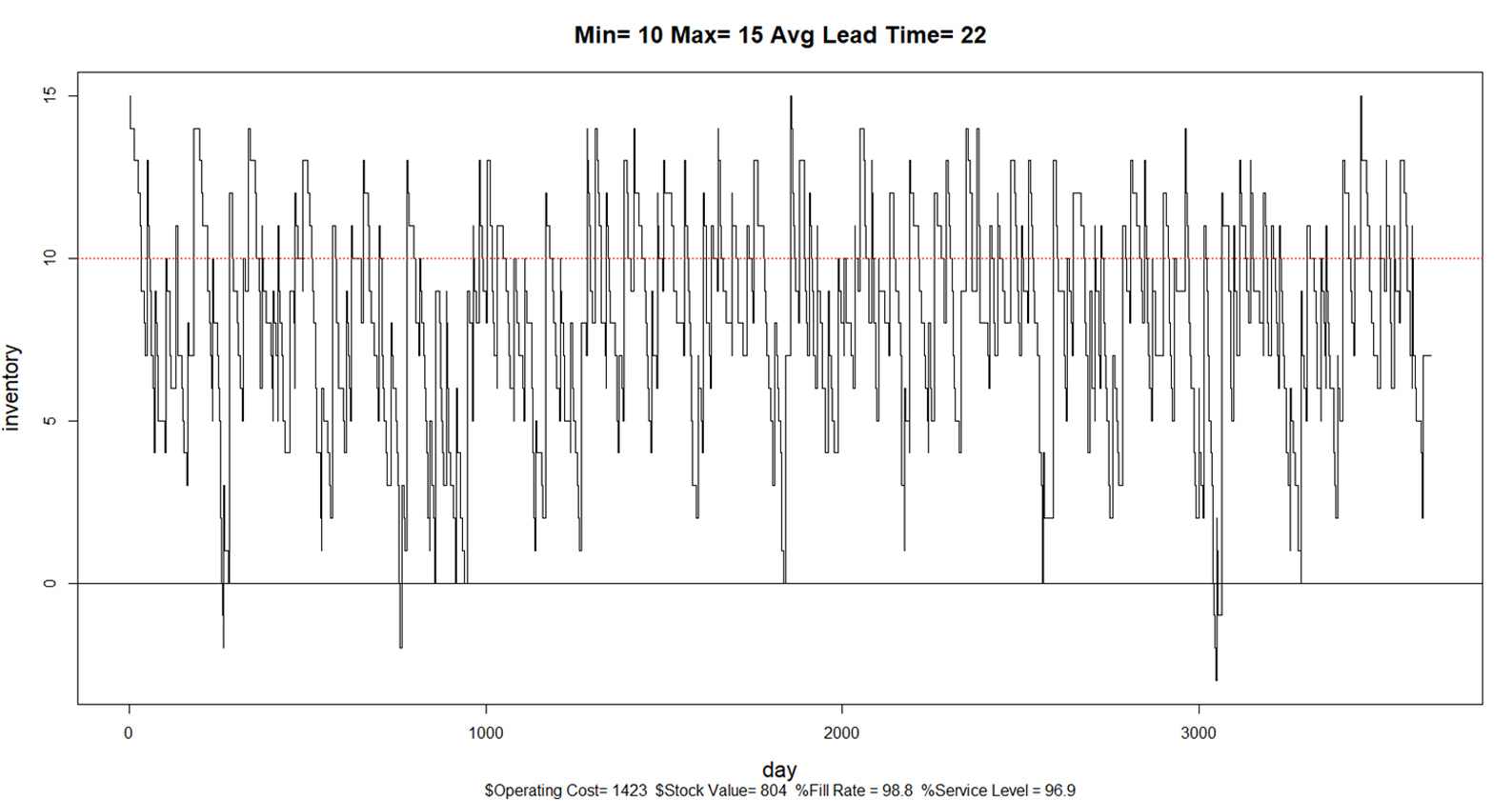
Keeping score is important, but so is understanding what influences score. Suppose your Service Level has dropped from last month’s value. Is that just the usual month-to-month fluctuation or is it something out of the ordinary? If it is problematic, then you need to diagnose the problem. Often there are several possible suspects. For example, Service Level can drop because the sales and marketing folks did something great and demand has spiked, or because a supplier did something not so great and replenishment lead time has tanked. Software can help you track these key inputs to help your detective work, and supply chain analytics can estimate the impacts of changes in these inputs and point you to compensating responses.
3. Be sure your decisions are fact-based.
Software can guide you to good decisions, but only if you let it. Inputs such as holding costs, ordering costs, and shortage costs need to be well estimated to get accurate assessment of tradeoffs. Especially important is something as apparently simple as using correct values for item demand, since modeling demand is the starting point for simulating the results of any proposed inventory system design. In fact, if we are willing to stretch the meaning of “fact” a bit to include the results of system simulations, you should not commit to major changes without having reliable predictions of what will happen when you commit to those changes.
4. Realize that yesterday’s answer may not be today’s answer.
Supply chains are collections of parts, all of which are subject to change over time. Demand that is trending up may start to trend down. Replenishment lead times may slip. Supplier order minima may increase. Component prices may increase due to tariffs. Such factors mean that the facts you collected yesterday can be out of date today, making yesterday’s decisions inappropriate for today’s problems. Vigilance. Check out a prior article detailing the adverse financial impact of infrequent updates to planning parameters.
5. Give each item its due.
If you are responsible for forecasting hundreds or thousands of inventory items, you will be tempted to simplify your life by adopting a “one size fits all” approach. Don’t. SKU’s aren’t exactly like snowflakes, but some differentiation is required to do your job well. It’s a good idea to form groups of items based on some salient characteristics. Some items are critical and must (almost) always be available; others can run some reasonable risk of being backordered. Some items are quite unpredictable because they are “intermittent” (i.e., have lots of zero values with nonzero values mixed in at random); others have high volume and are reasonably predictable. Some items can be managed with relatively inexpensive inventory methods that make adjustments every month; some items need methods that continuously monitor and adjust the stock on hand. Some items, such as contractual purchases, may be so predictable that you can treat them as “planned demand” and pull them out from the rest.
Once you have formed sensible item groups, you still have decisions to make about each item in each group, such as deciding their demand forecasts, reorder points and order quantities. Here advanced demand planning software can take over and automatically compute the best choices based on what winning means in the context of that group.
6. Get everybody on the same page.
Being organized is not only pleasing, it’s efficient. If you have a system for demand planning and inventory management, then everybody on your team shares the same objectives and follows the same processes. If you don’t have a system, then every demand planner has his or her own way of thinking about the problem and making decisions. Some of those are bound to be better than others. It’s desirable to standardize on the best practices and ban the rest. Besides being more efficient, having a standardized process makes it easier to diagnose problems when things go wrong and to implement fixes.


Related Posts

Why MRO Businesses Need Add-on Service Parts Planning & Inventory Software
MRO organizations exist in a wide range of industries, including public transit, electrical utilities, wastewater, hydro power, aviation, and mining. To get their work done, MRO professionals use Enterprise Asset Management (EAM) and Enterprise Resource Planning (ERP) systems. These systems are designed to do a lot of jobs. Given their features, cost, and extensive implementation requirements, there is an assumption that EAM and ERP systems can do it all. In this post, we summarize the need for add-on software that addresses specialized analytics for inventory optimization, forecasting, and service parts planning.

Head to Head: Which Service Parts Inventory Policy is Best?
Our customers have usually settled into one way to manage their service parts inventory. The professor in me would like to think that the chosen inventory policy was a reasoned choice among considered alternatives, but more likely it just sort of happened. Maybe the inventory honcho from long ago had a favorite and that choice stuck. Maybe somebody used an EAM or ERP system that offered only one choice. Perhaps there were some guesses made, based on the conditions at the time.
Leveraging ERP Planning BOMs with Smart IP&O to Forecast the Unforecastable
In a highly configurable manufacturing environment, forecasting finished goods can become a complex and daunting task. The number of possible finished products will skyrocket when many components are interchangeable. A traditional MRP would force us to forecast every single finished product which can be unrealistic or even impossible. Several leading ERP solutions introduce the concept of the “Planning BOM”, which allows the use of forecasts at a higher level in the manufacturing process. In this article, we will discuss this functionality in ERP, and how you can take advantage of it with Smart Inventory Planning and Optimization (Smart IP&O) to get ahead of your demand in the face of this complexity.
Recent Posts
 Managing Spare Parts Inventory: Best PracticesIn this blog, we’ll explore several effective strategies for managing spare parts inventory, emphasizing the importance of optimizing stock levels, maintaining service levels, and using smart tools to aid in decision-making. Managing spare parts inventory is a critical component for businesses that depend on equipment uptime and service reliability. Unlike regular inventory items, spare parts often have unpredictable demand patterns, making them more challenging to manage effectively. An efficient spare parts inventory management system helps prevent stockouts that can lead to operational downtime and costly delays while also avoiding overstocking that unnecessarily ties up capital and increases holding costs. […]
Managing Spare Parts Inventory: Best PracticesIn this blog, we’ll explore several effective strategies for managing spare parts inventory, emphasizing the importance of optimizing stock levels, maintaining service levels, and using smart tools to aid in decision-making. Managing spare parts inventory is a critical component for businesses that depend on equipment uptime and service reliability. Unlike regular inventory items, spare parts often have unpredictable demand patterns, making them more challenging to manage effectively. An efficient spare parts inventory management system helps prevent stockouts that can lead to operational downtime and costly delays while also avoiding overstocking that unnecessarily ties up capital and increases holding costs. […] 5 Ways to Improve Supply Chain Decision SpeedThe promise of a digital supply chain has transformed how businesses operate. At its core, it can make rapid, data-driven decisions while ensuring quality and efficiency throughout operations. However, it's not just about having access to more data. Organizations need the right tools and platforms to turn that data into actionable insights. This is where decision-making becomes critical, especially in a landscape where new digital supply chain solutions and AI-driven platforms can support you in streamlining many processes within the decision matrix. […]
5 Ways to Improve Supply Chain Decision SpeedThe promise of a digital supply chain has transformed how businesses operate. At its core, it can make rapid, data-driven decisions while ensuring quality and efficiency throughout operations. However, it's not just about having access to more data. Organizations need the right tools and platforms to turn that data into actionable insights. This is where decision-making becomes critical, especially in a landscape where new digital supply chain solutions and AI-driven platforms can support you in streamlining many processes within the decision matrix. […] 12 Causes of Overstocking and Practical SolutionsManaging inventory effectively is critical for maintaining a healthy balance sheet and ensuring that resources are optimally allocated. Here is an in-depth exploration of the main causes of overstocking, their implications, and possible solutions. […]
12 Causes of Overstocking and Practical SolutionsManaging inventory effectively is critical for maintaining a healthy balance sheet and ensuring that resources are optimally allocated. Here is an in-depth exploration of the main causes of overstocking, their implications, and possible solutions. […] FAQ: Mastering Smart IP&O for Better Inventory Management.Effective supply chain and inventory management are essential for achieving operational efficiency and customer satisfaction. This blog provides clear and concise answers to some basic and other common questions from our Smart IP&O customers, offering practical insights to overcome typical challenges and enhance your inventory management practices. Focusing on these key areas, we help you transform complex inventory issues into strategic, manageable actions that reduce costs and improve overall performance with Smart IP&O. […]
FAQ: Mastering Smart IP&O for Better Inventory Management.Effective supply chain and inventory management are essential for achieving operational efficiency and customer satisfaction. This blog provides clear and concise answers to some basic and other common questions from our Smart IP&O customers, offering practical insights to overcome typical challenges and enhance your inventory management practices. Focusing on these key areas, we help you transform complex inventory issues into strategic, manageable actions that reduce costs and improve overall performance with Smart IP&O. […] 7 Key Demand Planning Trends Shaping the FutureDemand planning goes beyond simply forecasting product needs; it's about ensuring your business meets customer demands with precision, efficiency, and cost-effectiveness. Latest demand planning technology addresses key challenges like forecast accuracy, inventory management, and market responsiveness. In this blog, we will introduce critical demand planning trends, including data-driven insights, probabilistic forecasting, consensus planning, predictive analytics, scenario modeling, real-time visibility, and multilevel forecasting. These trends will help you stay ahead of the curve, optimize your supply chain, reduce costs, and enhance customer satisfaction, positioning your business for long-term success. […]
7 Key Demand Planning Trends Shaping the FutureDemand planning goes beyond simply forecasting product needs; it's about ensuring your business meets customer demands with precision, efficiency, and cost-effectiveness. Latest demand planning technology addresses key challenges like forecast accuracy, inventory management, and market responsiveness. In this blog, we will introduce critical demand planning trends, including data-driven insights, probabilistic forecasting, consensus planning, predictive analytics, scenario modeling, real-time visibility, and multilevel forecasting. These trends will help you stay ahead of the curve, optimize your supply chain, reduce costs, and enhance customer satisfaction, positioning your business for long-term success. […]

Inventory Optimization for Manufacturers, Distributors, and MRO
- Managing Spare Parts Inventory: Best PracticesIn this blog, we’ll explore several effective strategies for managing spare parts inventory, emphasizing the importance of optimizing stock levels, maintaining service levels, and using smart tools to aid in decision-making. Managing spare parts inventory is a critical component for businesses that depend on equipment uptime and service reliability. Unlike regular inventory items, spare parts often have unpredictable demand patterns, making them more challenging to manage effectively. An efficient spare parts inventory management system helps prevent stockouts that can lead to operational downtime and costly delays while also avoiding overstocking that unnecessarily ties up capital and increases holding costs. […]
 Innovating the OEM Aftermarket with AI-Driven Inventory OptimizationThe aftermarket sector provides OEMs with a decisive advantage by offering a steady revenue stream and fostering customer loyalty through the reliable and timely delivery of service parts. However, managing inventory and forecasting demand in the aftermarket is fraught with challenges, including unpredictable demand patterns, vast product ranges, and the necessity for quick turnarounds. Traditional methods often fall short due to the complexity and variability of demand in the aftermarket. The latest technologies can analyze large datasets to predict future demand more accurately and optimize inventory levels, leading to better service and lower costs. […]
Innovating the OEM Aftermarket with AI-Driven Inventory OptimizationThe aftermarket sector provides OEMs with a decisive advantage by offering a steady revenue stream and fostering customer loyalty through the reliable and timely delivery of service parts. However, managing inventory and forecasting demand in the aftermarket is fraught with challenges, including unpredictable demand patterns, vast product ranges, and the necessity for quick turnarounds. Traditional methods often fall short due to the complexity and variability of demand in the aftermarket. The latest technologies can analyze large datasets to predict future demand more accurately and optimize inventory levels, leading to better service and lower costs. […] Future-Proofing Utilities: Advanced Analytics for Supply Chain OptimizationUtilities in the electrical, natural gas, urban water, and telecommunications fields are all asset-intensive and reliant on physical infrastructure that must be properly maintained, updated, and upgraded over time. Maximizing asset uptime and the reliability of physical infrastructure demands effective inventory management, spare parts forecasting, and supplier management. A utility that executes these processes effectively will outperform its peers, provide better returns for its investors and higher service levels for its customers, while reducing its environmental impact. […]
Future-Proofing Utilities: Advanced Analytics for Supply Chain OptimizationUtilities in the electrical, natural gas, urban water, and telecommunications fields are all asset-intensive and reliant on physical infrastructure that must be properly maintained, updated, and upgraded over time. Maximizing asset uptime and the reliability of physical infrastructure demands effective inventory management, spare parts forecasting, and supplier management. A utility that executes these processes effectively will outperform its peers, provide better returns for its investors and higher service levels for its customers, while reducing its environmental impact. […] Centering Act: Spare Parts Timing, Pricing, and ReliabilityIn this article, we'll walk you through the process of crafting a spare parts inventory plan that prioritizes availability metrics such as service levels and fill rates while ensuring cost efficiency. We'll focus on an approach to inventory planning called Service Level-Driven Inventory Optimization. Next, we'll discuss how to determine what parts you should include in your inventory and those that might not be necessary. Lastly, we'll explore ways to enhance your service-level-driven inventory plan consistently. […]
Centering Act: Spare Parts Timing, Pricing, and ReliabilityIn this article, we'll walk you through the process of crafting a spare parts inventory plan that prioritizes availability metrics such as service levels and fill rates while ensuring cost efficiency. We'll focus on an approach to inventory planning called Service Level-Driven Inventory Optimization. Next, we'll discuss how to determine what parts you should include in your inventory and those that might not be necessary. Lastly, we'll explore ways to enhance your service-level-driven inventory plan consistently. […]
 Often times, companies will state that they don’t carry safety stock because the safety stock field in their ERP system is blank. Nearly always, safety stock is built into the targeted inventory level they have established. So, using the above formula to “back out” how much safety stock you are building into the plan is quite helpful. The key is not just to know how much safety stock you are carrying but the link between your inventory target, safety stocks, and its corresponding KPI’s.
Often times, companies will state that they don’t carry safety stock because the safety stock field in their ERP system is blank. Nearly always, safety stock is built into the targeted inventory level they have established. So, using the above formula to “back out” how much safety stock you are building into the plan is quite helpful. The key is not just to know how much safety stock you are carrying but the link between your inventory target, safety stocks, and its corresponding KPI’s.