“Business is war” may be an overdone metaphor but it’s not without validity. Like the “Bomber Gap” and the “Missile Gap,” worries about falling behind the competition, and the resulting threat of annihilation, always lurk in the minds of business executives, If they don’t, they should, because not all gaps are imaginary (the Bomber Gap and the Missile Gap were shown to not exist between the US and the USSR, but the 1980’s gap between Japanese and American productivity was all too real). The difference between paranoia and justified concern is converting fear into facts. This post is about organizing your attention toward possible gaps in your company’s supply chain analytics.
Surveillance Gaps
The US Army has a saying: “Time spent on reconnaissance is never wasted.” Now and then, our Smart Forecaster blog has a post that helps you get your head on a swivel to see what’s going on around you. An example is our post on digital twins, which is a hot topic throughout the engineering world. To recap: using demand and supply simulations to probe for weaknesses in your inventory plan is a form of supply chain reconnaissance. Closing this surveillance gap enables businesses to take corrective action before an actual problem emerges.
Situational Awareness Gaps
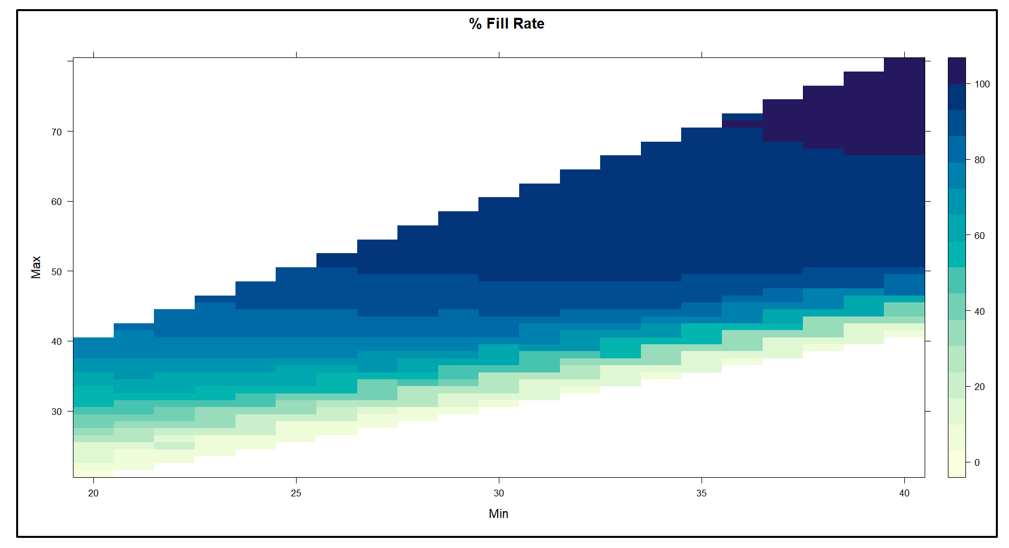
A military commander needs to keep track of what is available for use and how well it is being used. The reports available in Smart Operational Analytics keep you current on your inventory counts, your forecasting accuracy, your suppliers’ responsiveness, and trends in these and other operational areas. You’ll know exactly where you stand on a variety of supply chain KPIs such as service level, fill rates, and inventory turns. You’ll know whether actual performance is aligned with planned performance and whether the inventory plan (i.e., what to order, when, from whom, and why) is being adhered to or ignored.
Agility Gaps
The business environment can change rapidly. All it takes is a tanker stuck sideways in the Suez Canal, a few anti-ship ballistic missiles in the Red Sea, or a region-wide weather event. These catastrophes may fall as much on your competitors’ heads as on yours, but which of you is agile enough to react first? Exception reporting in Demand Planner and Smart Operational Analytics can detect major changes in the character of demand so you can quickly filter out obsolete demand data before they poison all your calculations for demand forecasts or inventory optimization. Smart Demand Planner can give advance warning of a pending increase or decrease in demand. Smart Inventory Optimization can help you adjust your inventory replenishment tactics to reflect these shifts in demand.
Innovation Gaps
Whether you refer to your competition as “The Other Guys” or “Everybody Else” or something unprintable, the ones you have to worry about are the ones always looking for an edge. When you choose Smart as your partner, we’ll give you that edge with innovative but field proven predictive solutions. Smart Software has been innovating predictive modeling since birth over 40 years ago.
- Our first products introduced multiple technical innovations: assessment of forecast quality by looking into the future not the past; automatic selection of the best among a set of competing methodologies, exploiting the graphics in the first PCs to allow easy management overrides of statistical forecasts.
- Later we invented and patented a radically different approach to forecasting the intermittent demand that is characteristic of both spare parts and big-ticket durable goods. Our technology was patented, received multiple awards for dramatically improving the management of inventory. The solution is now a field proven approach used by many leading businesses in service parts, MRO, aftermarket parts, and field service.
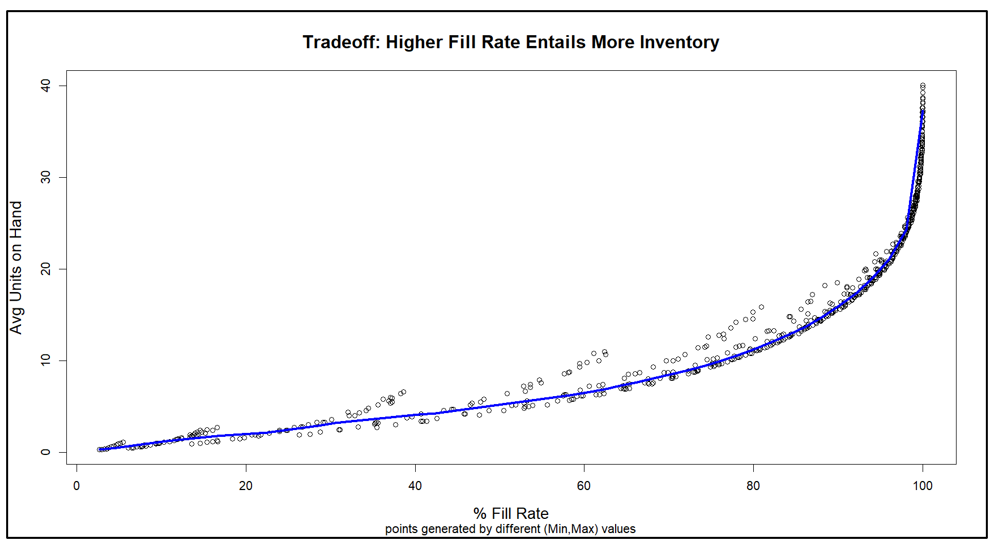
- More recently, Smart’s cloud platform for demand forecasting, predictive modeling, inventory optimization, and analytics, takes all relevant data otherwise locked in your ERP or EAM systems, external files, and other disparate data sources, organizes it in the Smart Data Pipeline, structures it into our common data model, and processes it in our AWS cloud. Smart uses the power of our patented probabilistic demand simulations in Smart Inventory Optimization to stress test and optimize the rules you use to manage each of your inventory items.
It’s my job, along with my cofounder Dr. Nelson Hartunian, our data science team, and academic consultants, to continue to push the envelope of supply chain analytics and bring the benefits back to you by continuously rolling out new versions of our products so you don’t get stuck in an innovation gap – or any of the others.