¿Cuál es el culpable de tener demasiado de lo que no necesita y no lo suficiente de lo que sí necesita? A menudo se culpa a la variabilidad de la oferta y la demanda. Estos problemas son significativos y parecen imposibles de superar, lo que hace que muchas organizaciones acepten simplemente las existencias mal asignadas como un costo de hacer negocios. Sin embargo, el verdadero problema no son simplemente las entregas tardías de los proveedores y la demanda impredecible. Estos son "hechos de la vida" de la planificación de la cadena de suministro y lo que cuenta es cómo su empresa los aborda. Mire el vlog de Greg Hartunian para escuchar sus pensamientos y lo que puede hacer al respecto.
Smart Inventory Planning and Optimization calcula automáticamente la política de almacenamiento que genera el mejor retorno para su negocio considerando los costos de almacenamiento, los costos de pedidos y las roturas de existencias. Para verlo en acción, regístrese a continuación para ver una demostración de 12 minutos.
Artículos Relacionados
Cómo pronosticar los requisitos de inventario
La previsión de las necesidades de inventario es una variante especializada de la previsión que se centra en el extremo superior del rango de posible demanda futura. Los métodos tradicionales suelen basarse en curvas de demanda en forma de campana, pero esto no siempre es exacto. En este artículo profundizamos en las complejidades de esta práctica, especialmente cuando se trata de una demanda intermitente.

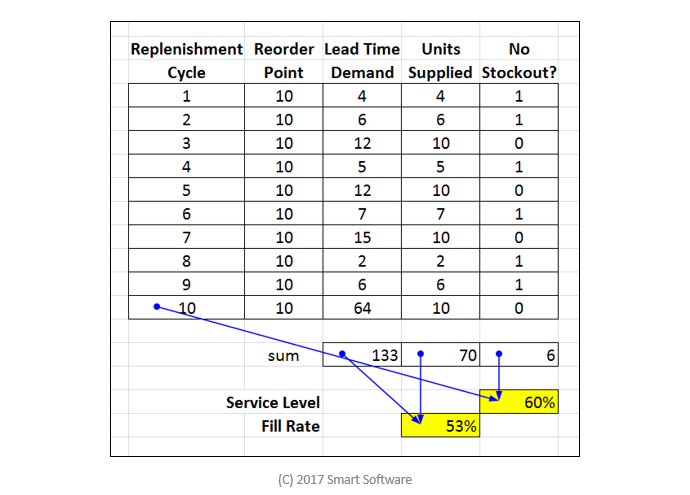
Explicando qué significa "Nivel de servicio" en su software de optimización de inventario
Navegar por las complejidades de las recomendaciones de almacenamiento a menudo puede generar preguntas sobre su precisión e importancia. Una consulta reciente de uno de nuestros clientes provocó una discusión profunda sobre los matices de los niveles de servicio y los puntos de reorden. Durante una reunión de equipo, identificamos brechas inusuales entre nuestros puntos de pedido (ROP) sugeridos por Smart en un nivel de servicio 99% y el ROP actual del cliente. En esta publicación, desentrañamos el concepto de un "nivel de servicio 99%" y sus implicaciones para la optimización del inventario, arrojando luz sobre cómo el tiempo y la disponibilidad inmediata del stock juegan un papel fundamental para cumplir con las expectativas del cliente y seguir siendo competitivos en diversas industrias.

No culpe la escasez a los tiempos de entrega problemáticos.
Los retrasos en los plazos de entrega y la variabilidad del suministro son hechos de la vida de la cadena de suministro, sin embargo, las organizaciones que llevan el inventario a menudo se sorprenden cuando un proveedor se retrasa. Un proceso de planificación de inventario efectivo abarca este hecho de la vida y desarrolla políticas que dan cuenta de manera efectiva de esta incertidumbre. Claro, habrá momentos en que los retrasos en el tiempo de entrega surjan de la nada y causen escasez. Pero la mayoría de las veces, la escasez es el resultado de:
Mensajes recientes
 Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […] 5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […]
5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […] 12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […]
12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […] Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […]
Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […] 7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]
7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]

Optimización de inventario para fabricantes, distribuidores y MRO
- Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
 Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […]
Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […] Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […]
Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […] Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]
Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]





 Smart Operational Analytics calcula automáticamente los niveles de servicio históricos y las tasas de llenado en cualquier artículo. Para ver cómo calcula estas y otras métricas operativas, incluidas las rotaciones de inventario, el rendimiento del proveedor y más, regístrese a continuación para ver una demostración de cinco minutos. La demostración mostrará cómo nuestra plataforma en la nube calcula e informa continuamente estas métricas en miles de artículos, lo que lo ayuda a identificar oportunidades para mejorar el nivel de servicio y reducir el inventario.
Smart Operational Analytics calcula automáticamente los niveles de servicio históricos y las tasas de llenado en cualquier artículo. Para ver cómo calcula estas y otras métricas operativas, incluidas las rotaciones de inventario, el rendimiento del proveedor y más, regístrese a continuación para ver una demostración de cinco minutos. La demostración mostrará cómo nuestra plataforma en la nube calcula e informa continuamente estas métricas en miles de artículos, lo que lo ayuda a identificar oportunidades para mejorar el nivel de servicio y reducir el inventario.
