Creemos que la vanguardia del análisis de la cadena de suministro es el desarrollo de gemelos digitales de sistemas de inventario. Estos gemelos toman la forma de modelos de eventos discretos que utilizan la simulación Monte Carlo para generar y optimizar toda la gama de riesgos operativos. También afirmamos que nosotros y nuestros colegas de Smart Software hemos desempeñado un papel enorme en la creación de esa vanguardia. Pero no estamos solos: hay un pequeño número de otras empresas de software en todo el mundo que se están poniendo al día.
Entonces, ¿qué sigue para el análisis de la cadena de suministro? ¿Dónde está la próxima frontera? Podría implicar algún tipo de modelo de red neuronal de un sistema de distribución. Pero daríamos mejores probabilidades a una extensión de nuestros modelos de vanguardia de sistemas de inventario de “escalón único” a sistemas de inventario de “escalones múltiples”.
Las Figuras 1 y 2 ilustran la distinción entre sistemas de escalón único y múltiple. La Figura 1 muestra un fabricante que depende de una Fuente para reponer su stock de repuestos o componentes. Cuando se avecina un desabastecimiento, el fabricante solicita reabastecimiento de existencias a la Fuente.
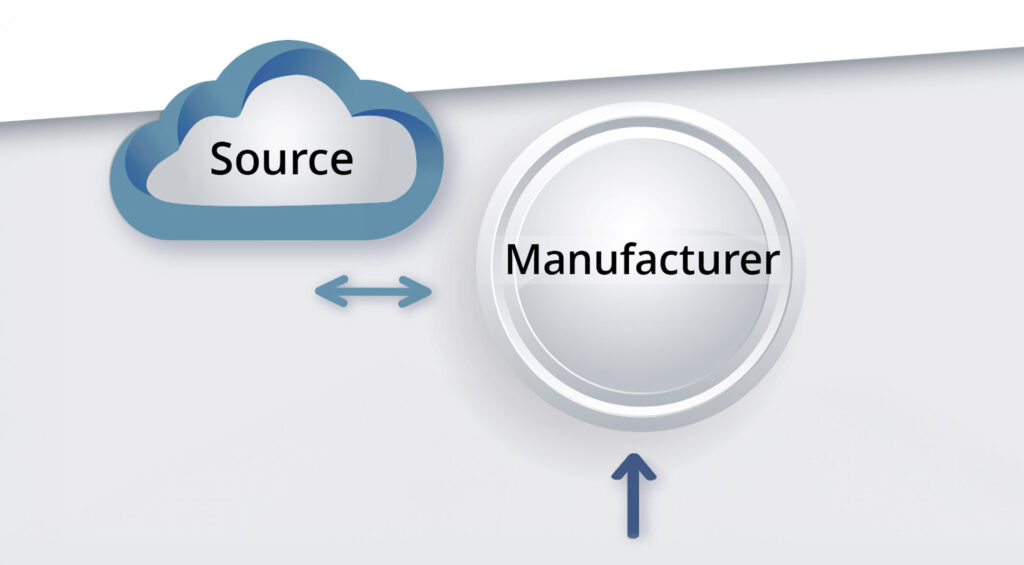
Figura 1: Un sistema de inventario de un solo escalón
Los modelos de escalón único no incluyen explícitamente detalles de la Fuente. Sigue siendo un misterio, un fantasma invisible cuya única característica relevante es el tiempo aleatorio que tarda en responder a una solicitud de reabastecimiento. Es importante destacar que se supone implícitamente que la Fuente nunca se agota. Esa suposición puede ser “suficientemente buena” para muchos propósitos, pero no puede ser literalmente cierta. Se maneja incorporando eventos de desabastecimiento de proveedores en la distribución del tiempo de entrega de reabastecimiento. Rechazar ese supuesto es la razón fundamental para el modelado multiescalón.
La Figura 2 muestra un sistema de inventario simple de dos escalones. Cambia los dominios de la fabricación a la distribución. Hay múltiples almacenes (WH) que dependen de un centro de distribución (DC) para el reabastecimiento. Ahora el DC es una parte explícita del modelo. Tiene una capacidad finita para procesar pedidos y requiere sus propios protocolos de reordenamiento. El DC se reabastece desde arriba en la cadena desde una Fuente. La Fuente podría ser el fabricante del artículo del inventario o quizás un “CD regional” o algo similar, pero ¿adivinen qué? – es otro fantasma. Al igual que en el modelo de un solo escalón, este fantasma tiene una característica visible: la distribución de probabilidad de su tiempo de reabastecimiento. (El chiste de un famoso chiste de física es "Pero señora, hay tortugas hasta abajo". En nuestro caso, "Son fantasmas hasta arriba").
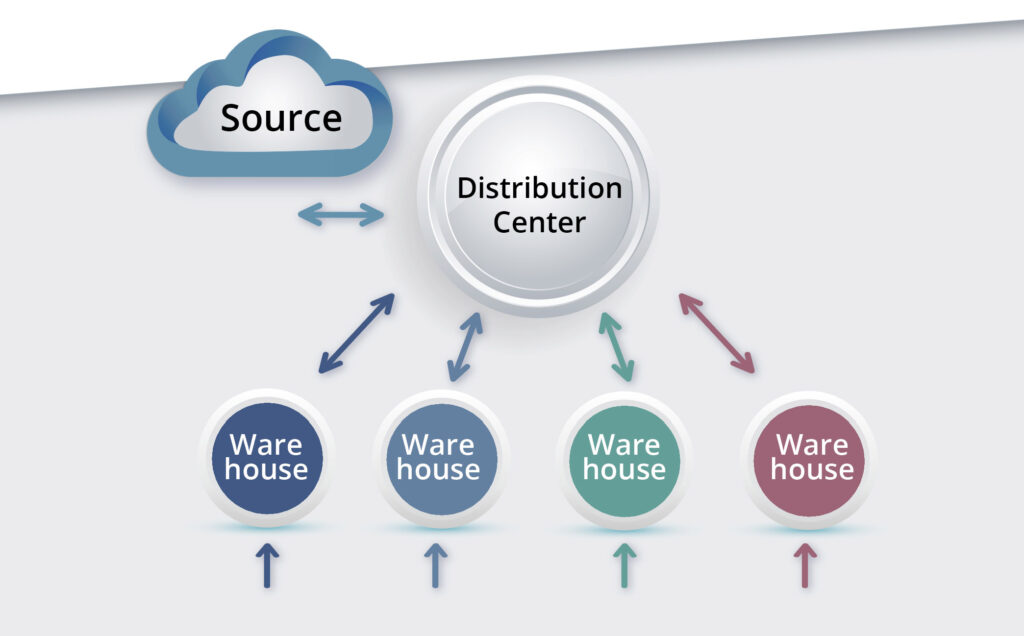
Figura 2: Un sistema de inventario de dos niveles
El problema del diseño y optimización de procesos es mucho más difícil con dos niveles. La dificultad no es sólo la adición de dos parámetros de control más para cada WH (por ejemplo, un mínimo y un máximo para cada uno) más los mismos dos parámetros para el DC. Más bien, la parte más difícil es modelar la interacción entre los WH. En el modelo de un solo nivel, cada WH opera en su propio pequeño mundo y nunca escucha "Lo siento, estamos agotados" de la Fuente fantasmal. Pero en un sistema de dos niveles, hay múltiples WH que compiten por el reabastecimiento desde su DC compartido. Esta competencia crea la principal dificultad analítica: los WH no pueden modelarse de forma aislada sino que deben analizarse simultáneamente. Por ejemplo, si un DC da servicio a diez WH, hay 2+10×2 = 22 parámetros de control de inventario cuyos valores deben calcularse. En lenguaje nerd: no es trivial resolver un problema de optimización discreta restringido de 22 variables que tiene una función objetivo estocástica.
Si elegimos el diseño de sistema incorrecto, descubrimos un nuevo fenómeno inherente a los sistemas de múltiples niveles, que informalmente llamamos "fusión" o "catástrofe". En este fenómeno, el CD no puede satisfacer las demandas de reabastecimiento de los WH, por lo que eventualmente crea desabastecimientos a nivel de almacén. Luego, las solicitudes de reabastecimiento cada vez más frenéticas del WH agotan el inventario en el DC, que inicia sus propias solicitudes de reabastecimiento en pánico desde el DC regional. Si el CD regional tarda demasiado en reponer el CD, entonces todo el sistema se disuelve en una tragedia de desabastecimiento.
Una solución al problema de la fusión es sobrediseñar el CD para que casi nunca se agote, pero eso puede ser muy costoso, razón por la cual existe un CD regional en primer lugar. Por lo tanto, cualquier diseño de sistema asequible tiene un CC que sea lo suficientemente bueno como para durar mucho tiempo entre fusiones. Esta perspectiva implica un nuevo tipo de indicador clave de desempeño (KPI), como “La probabilidad de colapso dentro de X años es inferior al Y por ciento”.
La próxima frontera requerirá nuevos métodos y nuevas métricas, pero ofrecerá una nueva forma de diseñar y optimizar los sistemas de distribución. Nuestra fábrica de zorrillos ya está generando prototipos. Mira este espacio.