
MAX-MIN O ROP – ROQ
por Philip Slater
El autor de este blog invitado es Philip Slater, fundador de SparePartsKNowHow.com, el principal recurso educativo para la gestión de piezas de repuesto. El Sr. Slater es un líder mundial y consultor en gestión de materiales y, específicamente, en gestión y optimización de inventario de repuestos de ingeniería. En 2012 Philip fue honrado con un premio nacional Premio al Liderazgo en Educación Logística. Para ver la publicación original del blog, haga clic en aquí.
Básicamente, hay dos formas en que las empresas expresan sus configuraciones de control de inventario: ya sea como MAX-MIN (a veces MIN-MAX) o ROP-ROQ.
Algunas personas dirán que realmente no importa cuál use, siempre y cuando comprenda las definiciones y los pros y los contras. Sin embargo, en mi experiencia, sí importa y este es un aspecto de la gestión del inventario de piezas de repuesto que realmente necesita para hacerlo bien.
Comencemos con las definiciones de MIN, MAX, ROP y ROQ
MIN = abreviatura de mínimo
Hay, de manera confusa, dos escuelas de pensamiento sobre lo que se entiende por MIN. Por lo general, este es el punto en el que se desencadena la necesidad de pedir más existencias. A veces, sin embargo, el MIN se considera la cantidad mínima que se puede mantener de manera segura para cubrir las necesidades previstas. En este caso se establece la necesidad de pedir más stock para que el punto de pedido sea uno menos que el valor MIN. Es decir. MÍN -1.
La clave para administrar cuando se utiliza una configuración MIN es comprender la configuración del sistema informático que utiliza, ya que las diferentes definiciones cambiarán el nivel de espera resultante, el punto de pedido y quizás incluso el stock de reserva o de seguridad real.
MAX = abreviatura de máximo
Este valor suele ser las existencias máximas específicas del artículo. Por lo general, en un sistema MAX-MIN, donde MIN es el punto de reorden, la cantidad reordenada después de alcanzar MIN es la cantidad requerida para volver a MAX. Por ejemplo, si el MAX-MIN es 5-2, cuando la cantidad en el almacén llegue a 2, el departamento de compras deberá pedir 3 para volver al MAX.
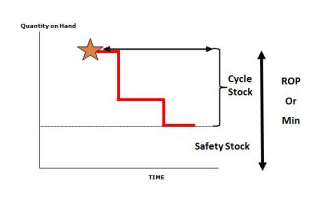
ROP = Punto de pedido
Como sugiere el nombre, simplemente, este es el nivel de existencias en el que se desencadena la necesidad de reordenar. Esto se calcula determinando el nivel de existencias de seguridad y las existencias requeridas para las necesidades de servicio durante el tiempo de entrega del nuevo pedido.
ROQ = Cantidad de nuevo pedido
Una vez más, como sugiere el nombre, esta es la cantidad que se volverá a pedir cuando se alcance el ROP. Esta no es la EOQ sino la cantidad que tiene sentido económico y está comercialmente disponible.
 Las diferencias son significativas e importantes
Las diferencias son significativas e importantes
Es esencial que cada gerente de inventario comprenda que los enfoques MAX-MIN y ROP-ROQ no son simplemente intercambiables.
Por ejemplo, en términos generales:
MIN se puede equiparar con la ROP, excepto si tiene un sistema configurado para reordenar en un punto de MIN-1. En ese caso, no hay equivalencia.
Para artículos de movimiento lento, el MAX puede, en algunas circunstancias, ser igual a la ROP + ROQ. Esto se debe a que, para los artículos de movimiento lento, es posible que no haya una demanda adicional antes de que los artículos recién pedidos lleguen a las existencias.
Sin embargo, con todos los demás artículos, es POCO PROBABLE que el MAX sea igual a la ROP + ROQ, ya que los artículos pueden emitirse entre el momento en que se alcanza el MIN y la llegada de los artículos recién pedidos. De hecho, existe una lógica que dice que el MAX nunca se alcanzaría.
¿Importan estas diferencias? Creo que lo hacen.
Por ejemplo, ¿qué sucede si cambia los sistemas de TI? Si pasa de un tipo de sistema MAX-MIN a otro pero definen el MIN de manera diferente, entonces no puede simplemente migrar sus datos. Esto puede no parecer obvio si todos usan el lenguaje de MAX-MIN, pero es una trampa clásica donde las palabras se usan de diferentes maneras.
De manera similar, si está comparando sus niveles de participación con otra empresa o sitio, entonces debe conocer las diferentes definiciones y los resultados que lograría cada enfoque. De lo contrario, está comparando 'manzanas con peras'.
O qué pasa cuando un nuevo miembro del equipo llega a su empresa y su empresa anterior usaba los términos MAX-MIN pero con parámetros o significados diferentes a los que usa su empresa. Es probable que se suponga que los términos se usan de la misma manera y esto podría dar lugar a escasez o exceso de existencias, según las diferencias en las definiciones.
Para agregar más confusión, algunos sistemas de software usan el término 'Stock de seguridad' para representar el nivel mínimo de retención, a pesar de que esta no es la definición universal de stock de seguridad. Esta nomenclatura diferente lleva a algunas personas a suponer que tener menos del llamado "stock de seguridad" según su sistema de TI es "inseguro" o riesgoso, cuando en realidad puede no serlo en absoluto. Incluso pueden tener un nivel excesivo de existencias porque no aplican correctamente el término "existencias de seguridad". Llamarlo inventario de seguridad no lo convierte en tal.
Pros y contras
MÁXIMO MINIMO
Ventajas:
• Conceptualmente simple de entender.
Contras:
• Los términos pueden ser engañosos en términos de existencias de seguridad y máximos reales.
• Los términos se utilizan de diferentes maneras, por lo que se requiere precaución para garantizar una comprensión común.
• Los valores a menudo se establecen utilizando la 'experiencia' o la intuición.
• A menudo conduce a un exceso de existencias mientras se informan datos de exceso de existencias engañosos
ROP-ROQ
Ventajas:
• El significado de cada término es claro y consistente.
• Valores establecidos mediante lógica auditable.
• Valores de stock de seguridad claramente establecidos.
• Es más probable que las tenencias reflejen las necesidades reales y las limitaciones comerciales.
Contras:
• Requiere más trabajo para determinar los valores apropiados.
Necesitas hacer esto bien
Las diferencias entre MAX-MIN y ROP-ROQ no son triviales y los términos ciertamente no son intercambiables. En mi experiencia, el enfoque ROP-ROQ produce mayor transparencia y es más fácil de manejar porque no hay confusión sobre el significado de los términos. Este enfoque también produce un nivel de inventario más apropiado y auditable.
Esto sugiere que si la gestión del inventario de repuestos es importante para usted, entonces realmente necesita hacerlo bien.

Artículos Relacionados

Gestión del inventario de repuestos: mejores prácticas
En este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento.

12 causas del exceso de stock y soluciones prácticas
Gestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones.

Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.
Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O.
Mensajes recientes
 Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […] 5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […]
5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […] 12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […]
12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […] Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […]
Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […] 7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]
7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]

Optimización de inventario para fabricantes, distribuidores y MRO
- Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
 Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […]
Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […] Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […]
Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […] Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]
Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]
