
Quienes producen pronósticos se lo deben a quienes consumen pronósticos, y a ellos mismos, ser conscientes de la incertidumbre en sus pronósticos. Esta nota trata sobre cómo estimar la incertidumbre del pronóstico y utilizar las estimaciones en su proceso de planificación de la demanda. Nos centramos en los pronósticos realizados en apoyo de la planificación de la demanda, así como los pronósticos inherentes a optimizar el inventario políticas que involucran puntos de pedido, existencias de seguridad y niveles mínimos/máximos.
Leyendo esto, aprenderás sobre:
-Criterios para evaluar las previsiones
-Fuentes de error de pronóstico
-Cálculo del error de pronóstico
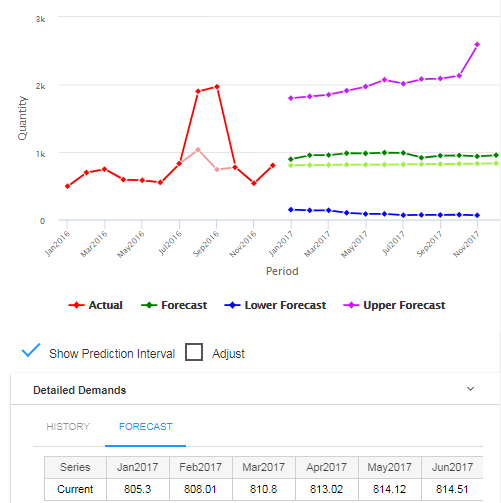
-Convertir el error de pronóstico en intervalos de predicción
-La relación entre la previsión de la demanda y la optimización del inventario.
-Acciones que puede tomar para utilizar estos conceptos para mejorar los procesos de su empresa.
Criterios para evaluar pronósticos
El error de pronóstico por sí solo no es motivo suficiente para rechazar el pronóstico como herramienta de gestión. Para tergiversar un famoso aforismo de George Box, "Todos los pronósticos están equivocados, pero algunos son útiles". Por supuesto, los profesionales de negocios siempre buscarán formas de hacer que los pronósticos sean más útiles. Esto generalmente implica trabajar para reducir el error de pronóstico. Pero si bien la precisión del pronóstico es el criterio más obvio para juzgar los pronósticos, no es el único. Aquí hay una lista de criterios para evaluar los pronósticos:
Precisión: Los pronósticos de valores futuros deberían, en retrospectiva, estar muy cerca de los valores reales que finalmente se revelan. Pero puede haber rendimientos decrecientes al exprimir otro medio por ciento de precisión de los pronósticos que, de otro modo, serían lo suficientemente buenos como para usarlos en la toma de decisiones.
Oportunidad: Los pilotos de combate se refieren al Ciclo OODA (Observar, Orientar, Decidir y Actuar) y la “necesidad de entrar en el ciclo OODA del enemigo” para que puedan disparar primero. Las empresas también tienen ciclos de decisión. Entregar un pronóstico perfectamente preciso el día después de que se necesita no es útil. Mejor es un buen pronóstico que llega a tiempo para ser útil.
Costo: Los datos de previsión, los modelos, los procesos y las personas cuestan dinero. Un pronóstico menos costoso podría estar impulsado por datos que están fácilmente disponibles; más costoso sería un pronóstico que se ejecuta en datos que deben recopilarse en un proceso especial fuera del alcance de la infraestructura de información de una empresa. Una técnica de pronóstico clásica lista para usar será menos costosa de adquirir, alimentar y explotar que un método complejo, personalizado y proporcionado por un consultor. Los pronósticos pueden ser producidos en masa por un software supervisado por un solo analista, o pueden surgir de un proceso de colaboración que requiere tiempo y esfuerzo de grandes grupos de personas, como gerentes de ventas de distrito, equipos de producción y otros. Las técnicas de pronóstico técnicamente avanzadas a menudo requieren la contratación de personal con experiencia técnica especializada, como una maestría en estadística, que tiende a costar más que el personal con una capacitación menos avanzada.
Credibilidad: En última instancia, algún ejecutivo tiene que aceptar y actuar sobre cada pronóstico. Los ejecutivos tienden a desconfiar o ignorar recomendaciones que no pueden entender ni explicar a la siguiente persona por encima de ellos en la jerarquía. Para muchos, creer en una “caja negra” es una prueba de fe demasiado severa, y rechazan los pronósticos de la caja negra en favor de algo más transparente.
Dicho todo esto, nos centraremos ahora en la precisión del pronóstico y su gemelo malvado, el error de pronóstico.
Fuentes de error de pronóstico
Aquellos que buscan reducir el error pueden buscar en tres lugares para encontrar problemas:
1. Los datos que entran en un modelo de pronóstico
2. El modelo en sí
3. El contexto del ejercicio de pronóstico
Hay varias formas en que los problemas de datos pueden conducir a un error de pronóstico.
Errores graves: Los datos erróneos producen pronósticos erróneos. ¡Hemos visto un caso en el que los registros informáticos de la demanda del producto estaban equivocados por un factor de dos! Los involucrados detectaron ese problema de inmediato, pero una situación menos grave puede colarse fácilmente y envenenar el proceso de pronóstico. De hecho, la simple organización, adquisición y verificación de datos suele ser la mayor fuente de retrasos en la implementación del software de pronóstico. Muchos problemas de datos parecen derivar de que los datos no eran importantes hasta que un proyecto de pronóstico los hizo importantes.
Anomalías: Incluso con bases de datos de pronóstico perfectamente seleccionadas, a menudo hay problemas de datos del tipo "aguja en un pajar". En estos casos, no son los errores de datos sino las anomalías de la demanda las que contribuyen al error de pronóstico. En un conjunto de, digamos, 50 000 productos, es probable que algunos artículos tengan detalles extraños que pueden distorsionar los pronósticos.
El análisis de exclusión es un método de análisis simple pero poderoso. Para ver qué tan bien pronostica un método, utilícelo con datos conocidos más antiguos para pronosticar datos más nuevos, ¡luego vea cómo habría resultado! Por ejemplo, suponga que tiene 36 meses de datos de demanda y necesita pronosticar con 3 meses de anticipación. Puede simular el proceso de pronóstico ocultando (es decir, ocultando) los datos de los 3 meses más recientes, pronosticando utilizando solo los datos de los meses 1 a 33 y luego comparando los pronósticos de los meses 34 a 36 con los valores reales de los meses 34 a 36. . La simulación deslizante simplemente repite el análisis de reserva, deslizándose a lo largo del historial de demanda. El ejemplo anterior usó los primeros 33 meses de datos para obtener 3 estimaciones de error de pronóstico. Supongamos que comenzamos el proceso usando los primeros 12 meses para pronosticar los próximos 3. Luego deslizamos hacia adelante y usamos los primeros 13 meses para pronosticar los siguientes 3. Continuamos hasta que finalmente usamos los primeros 35 meses para pronosticar el último mes, dando una estimación más del error que cometemos al pronosticar con un mes de anticipación. Resumir todos los errores de pronóstico de 1 paso adelante, 2 pasos adelante y 3 pasos adelante proporciona una forma de calcular los intervalos de predicción.
Cálculo de intervalos de predicción
El paso final para calcular los intervalos de predicción es convertir las estimaciones del error absoluto promedio en los límites superior e inferior del intervalo de predicción. El intervalo de predicción en cualquier tiempo futuro se calcula como
Intervalo de predicción = Pronóstico ± Multiplicador x Error absoluto promedio.
El paso final es la elección del multiplicador. El enfoque típico es imaginar alguna distribución de probabilidad de error alrededor del pronóstico, luego estimar los extremos del intervalo de predicción usando los percentiles apropiados de esa distribución. Por lo general, la distribución de error asumida es la distribución normal, también llamada distribución gaussiana o "curva en forma de campana".
Uso de intervalos de predicción
El uso informal más inmediato de los intervalos de predicción es transmitir una idea de cuán "blanda" es una previsión. Los intervalos de predicción que son amplios en comparación con el tamaño de los pronósticos indican una alta incertidumbre.
Hay dos usos más formales en el pronóstico de la demanda: cubrir sus apuestas sobre la demanda futura y guiar el ajuste del pronóstico.
Cobertura de sus apuestas: Los valores de pronóstico en sí mismos se aproximan a los valores más probables de la demanda futura. Una forma más ominosa de decir lo mismo es que existe una probabilidad de 50% de que el valor real esté por encima (o por debajo) del pronóstico. Si el pronóstico se utiliza para planificar la producción futura (o la compra o contratación de materias primas), es posible que desee crear un colchón para evitar quedarse corto si la demanda aumenta (suponiendo que la construcción insuficiente es peor que la construcción excesiva). Si el pronóstico se convierte de unidades a dólares para las proyecciones de ingresos, es posible que desee utilizar un valor por debajo del pronóstico para ser conservador al proyectar el flujo de caja. En cualquier caso, primero debe elegir la cobertura del intervalo de predicción. Un intervalo de predicción 90% es un rango de valores que cubre el 90% de las posibilidades. Esto implica que existe una probabilidad 5% de que un valor caiga por encima del límite superior del intervalo de predicción 90%. En otras palabras, el límite superior de un intervalo de predicción 90% marca el percentil 95 de la distribución de la demanda prevista en ese período de tiempo. De manera similar, existe una probabilidad de 5% de caer por debajo del límite inferior, que marca el percentil 5 de la distribución de la demanda.
Ajuste de la previsión orientativa: Es bastante común que los pronósticos estadísticos sean revisados por algún tipo de proceso colaborativo. Estos ajustes se basan en información no registrada en el historial de demanda de un artículo, como inteligencia sobre las acciones de la competencia. A veces se basan en una fuente más vaporosa, como el optimismo de la fuerza de ventas. Cuando los ajustes se realizan en pantalla para que todos los vean, los intervalos de predicción brindan una referencia útil: si alguien quiere mover los pronósticos fuera de los intervalos de predicción, está cruzando una línea basada en hechos y debe tener una buena historia para justificar su decisión. argumento de que las cosas serán realmente diferentes en el futuro.
Intervalos de predicción y optimización de inventario
Finalmente, el concepto detrás de los intervalos de predicción juega un papel esencial en un problema relacionado con el pronóstico de la demanda: Optimización de inventario.
La tarea analítica principal al establecer los puntos de pedido (también llamados Mins) es pronosticar la demanda total durante un tiempo de espera de reabastecimiento. Este total se denomina demanda de tiempo de entrega. Cuando el inventario disponible cae por debajo del punto de pedido, se activa un pedido de reposición. Si el punto de reorden es lo suficientemente alto, habrá un riesgo aceptablemente pequeño de desabastecimiento, es decir, que la demanda del tiempo de entrega lleve el inventario a menos de cero y genere ventas perdidas o pedidos atrasados.
Nuevos métodos estadísticos, y podemos empezar a planificar con mayor eficacia.
La tarea de pronóstico es determinar todos los valores posibles de la demanda acumulada durante el tiempo de entrega y su probabilidades asociadas de ocurrir. En otras palabras, la tarea básica es determinar un intervalo de predicción para alguna variable aleatoria futura. Suponga que ha calculado un intervalo de predicción 90% para la demanda de tiempo de entrega. Luego, el extremo superior del intervalo representa el percentil 95 de la distribución. Establecer el punto de reorden en este nivel acomodará 95% de los posibles valores de demanda de tiempo de entrega, lo que significa que solo habrá una probabilidad de 5% de agotarse antes de que llegue el reabastecimiento para reabastecer los estantes. Por lo tanto, existe una relación íntima entre los intervalos de predicción en la previsión de la demanda y el cálculo de los puntos de pedido en la optimización del inventario.
5 recomendaciones para la práctica
1. Establezca expectativas sobre el error: a veces los gerentes tienen expectativas poco razonables sobre la reducción del error de pronóstico a cero. Puede señalar que el error es solo una de las dimensiones sobre las que debe juzgarse un proceso de previsión; es posible que le esté yendo bien tanto en la puntualidad como en el costo. También señale que el error cero no es un objetivo más realista que la conversión 100% de prospectos en clientes, el desempeño perfecto del proveedor o la volatilidad cero del precio de las acciones.
2. Rastree las fuentes de error: Vuelva a verificar la precisión de los historiales de demanda. Utilice métodos estadísticos para identificar valores atípicos en los historiales de demanda y reaccione adecuadamente, reemplazando anomalías verificadas con valores más típicos y omitiendo datos anteriores a cambios importantes en el carácter de la demanda. Si utiliza un proceso de previsión colaborativo, compare su precisión con un enfoque puramente estadístico para identificar los elementos en los que la colaboración no reduce el error.
3. Evalúe el error de los métodos estadísticos alternativos: puede haber técnicas estándar que funcionen mejor que sus métodos actuales, o que funcionen mejor para algunos subconjuntos de sus elementos. La clave es ser empírico, utilizando la idea del análisis de exclusión. Reúna sus datos y haga un "bake off" entre diferentes métodos para ver cuál funciona mejor para usted. Si aún no está utilizando métodos estadísticos de pronóstico, compárelos con el “tripa de oro” de quien sea que sea su estándar actual. Utilice el pronóstico ingenuo como punto de referencia en las comparaciones.
4. Investigue el uso de nuevas fuentes de datos: especialmente si tiene artículos muy promocionados, pruebe métodos estadísticos que incorporen datos promocionales en el proceso de previsión. Compruebe también si la información de fuera de su empresa puede ser explotada; por ejemplo, vea si los indicadores macroeconómicos de su sector se pueden combinar con los datos de la empresa para mejorar la precisión de los pronósticos (esto generalmente se hace usando un método llamado análisis de regresión múltiple).
5. Use intervalos de predicción: Los gráficos de intervalos de predicción pueden mejorar su percepción de la incertidumbre en sus pronósticos, ayudándolo a seleccionar elementos para un escrutinio adicional. Si bien es cierto que lo que no sabes puede hacerte daño, también es cierto que saber lo que no sabes puede ayudarte.

Artículos Relacionados

Operaciones irregulares
Este blog trata sobre "operaciones irregulares". Smart Software está en el proceso de adaptar nuestros productos para ayudarle a afrontar sus propias operaciones irregulares. Esto es una vista previa.

El costo de la planificación con hojas de cálculo
Las empresas que dependen de hojas de cálculo para la planificación de la demanda, la previsión y la gestión de inventario a menudo se ven limitadas por las limitaciones inherentes de las hojas de cálculo. Esta publicación examina los inconvenientes de los enfoques tradicionales de gestión de inventario causados por las hojas de cálculo y sus costos asociados, comparándolos con los importantes beneficios que se obtienen al adoptar tecnologías de planificación de última generación.

Encontrar su lugar en la curva de compensación del inventario
Este videoblog contiene información esencial para quienes trabajan con las complejidades de la gestión de inventario. La sesión se centra en lograr el equilibrio adecuado dentro de la curva de compensación de acciones, invitando a los espectadores a comprender la importancia profundamente arraigada de este equilibrio.
Mensajes recientes
 Operaciones irregularesEste blog trata sobre "operaciones irregulares". Smart Software está en el proceso de adaptar nuestros productos para ayudarle a afrontar sus propias operaciones irregulares. Esto es una vista previa. […]
Operaciones irregularesEste blog trata sobre "operaciones irregulares". Smart Software está en el proceso de adaptar nuestros productos para ayudarle a afrontar sus propias operaciones irregulares. Esto es una vista previa. […] Software inteligente se presentará en Epicor Insights 2024Smart Software hará una presentación en el evento Epicor Insights de este año en Nashville. Si planea asistir este año, únase a nosotros en el stand #13 o #501 y obtenga más información sobre la planificación y optimización del inventario inteligente de Epicor. . […]
Software inteligente se presentará en Epicor Insights 2024Smart Software hará una presentación en el evento Epicor Insights de este año en Nashville. Si planea asistir este año, únase a nosotros en el stand #13 o #501 y obtenga más información sobre la planificación y optimización del inventario inteligente de Epicor. . […] Buscando problemas en los datos de su inventarioEn este video blog, la atención se centra en un aspecto crítico de la gestión de inventario: el análisis y la interpretación de los datos del inventario. La atención se centra específicamente en un conjunto de datos de una agencia de transporte público que detalla piezas de repuesto para autobuses. […]
Buscando problemas en los datos de su inventarioEn este video blog, la atención se centra en un aspecto crítico de la gestión de inventario: el análisis y la interpretación de los datos del inventario. La atención se centra específicamente en un conjunto de datos de una agencia de transporte público que detalla piezas de repuesto para autobuses. […] Los fanáticos de Big Ass recurren al software inteligente a medida que aumenta la demandaBig Ass Fans es el fabricante de grandes ventiladores más vendido del mundo y ofrece comodidad en espacios donde la comodidad parece imposible. BAF tenía un problema: cómo planificar de forma fiable la producción para satisfacer la demanda. BAF estaba experimentando una brecha entre las previsiones de reservas y los envíos, y esto estaba afectando los ingresos y la satisfacción del cliente. BAF recurrió a Smart Software en busca de ayuda. […]
Los fanáticos de Big Ass recurren al software inteligente a medida que aumenta la demandaBig Ass Fans es el fabricante de grandes ventiladores más vendido del mundo y ofrece comodidad en espacios donde la comodidad parece imposible. BAF tenía un problema: cómo planificar de forma fiable la producción para satisfacer la demanda. BAF estaba experimentando una brecha entre las previsiones de reservas y los envíos, y esto estaba afectando los ingresos y la satisfacción del cliente. BAF recurrió a Smart Software en busca de ayuda. […] El costo de la planificación con hojas de cálculoLas empresas que dependen de hojas de cálculo para la planificación de la demanda, la previsión y la gestión de inventario a menudo se ven limitadas por las limitaciones inherentes de las hojas de cálculo. Esta publicación examina los inconvenientes de los enfoques tradicionales de gestión de inventario causados por las hojas de cálculo y sus costos asociados, comparándolos con los importantes beneficios que se obtienen al adoptar tecnologías de planificación de última generación. […]
El costo de la planificación con hojas de cálculoLas empresas que dependen de hojas de cálculo para la planificación de la demanda, la previsión y la gestión de inventario a menudo se ven limitadas por las limitaciones inherentes de las hojas de cálculo. Esta publicación examina los inconvenientes de los enfoques tradicionales de gestión de inventario causados por las hojas de cálculo y sus costos asociados, comparándolos con los importantes beneficios que se obtienen al adoptar tecnologías de planificación de última generación. […]

Optimización de inventario para fabricantes, distribuidores y MRO
 Por qué las empresas de MRO necesitan software complementario de planificación e inventario de piezas de servicioLas organizaciones MRO existen en una amplia gama de industrias, incluido el transporte público, los servicios eléctricos, las aguas residuales, la energía hidroeléctrica, la aviación y la minería. Para realizar su trabajo, los profesionales de MRO utilizan sistemas de gestión de activos empresariales (EAM) y planificación de recursos empresariales (ERP). Estos sistemas están diseñados para realizar muchos trabajos. Dadas sus características, costo y amplios requisitos de implementación, se supone que los sistemas EAM y ERP pueden hacerlo todo. En esta publicación, resumimos la necesidad de un software complementario que aborde análisis especializados para la optimización del inventario, la previsión y la planificación de piezas de servicio. […]
Por qué las empresas de MRO necesitan software complementario de planificación e inventario de piezas de servicioLas organizaciones MRO existen en una amplia gama de industrias, incluido el transporte público, los servicios eléctricos, las aguas residuales, la energía hidroeléctrica, la aviación y la minería. Para realizar su trabajo, los profesionales de MRO utilizan sistemas de gestión de activos empresariales (EAM) y planificación de recursos empresariales (ERP). Estos sistemas están diseñados para realizar muchos trabajos. Dadas sus características, costo y amplios requisitos de implementación, se supone que los sistemas EAM y ERP pueden hacerlo todo. En esta publicación, resumimos la necesidad de un software complementario que aborde análisis especializados para la optimización del inventario, la previsión y la planificación de piezas de servicio. […] El pronóstico importa, pero tal vez no como usted piensaVerdadero o falso: El pronóstico no importa para la gestión del inventario de repuestos. A primera vista, esta afirmación parece evidentemente falsa. Después de todo, las previsiones son cruciales para planificar los niveles de existencias, ¿verdad? Depende de lo que entiendas por “previsión”. Si te refieres a un pronóstico de un solo número de la vieja escuela (“la demanda del artículo CX218b será de 3 unidades la próxima semana y de 6 unidades la semana siguiente”), entonces no. Si se amplía el significado de pronóstico para incluir una distribución de probabilidad que tenga en cuenta las incertidumbres tanto de la demanda como de la oferta, entonces sí. […]
El pronóstico importa, pero tal vez no como usted piensaVerdadero o falso: El pronóstico no importa para la gestión del inventario de repuestos. A primera vista, esta afirmación parece evidentemente falsa. Después de todo, las previsiones son cruciales para planificar los niveles de existencias, ¿verdad? Depende de lo que entiendas por “previsión”. Si te refieres a un pronóstico de un solo número de la vieja escuela (“la demanda del artículo CX218b será de 3 unidades la próxima semana y de 6 unidades la semana siguiente”), entonces no. Si se amplía el significado de pronóstico para incluir una distribución de probabilidad que tenga en cuenta las incertidumbres tanto de la demanda como de la oferta, entonces sí. […] Por qué las empresas de MRO deberían preocuparse por el exceso de inventario¿Las empresas de MRO realmente priorizan la reducción del exceso de inventario de repuestos? Desde un punto de vista organizativo, nuestra experiencia sugiere que no necesariamente. Las discusiones en las salas de juntas generalmente giran en torno a la expansión de flotas, la adquisición de nuevos clientes, el cumplimiento de acuerdos de nivel de servicio (SLA), la modernización de la infraestructura y la maximización del tiempo de actividad. En industrias donde los activos respaldados por repuestos cuestan cientos de millones o generan ingresos significativos (por ejemplo, minería o petróleo y gas), el valor del inventario simplemente no sorprende y las organizaciones tienden a pasar por alto cantidades masivas de inventario excesivo. […]
Por qué las empresas de MRO deberían preocuparse por el exceso de inventario¿Las empresas de MRO realmente priorizan la reducción del exceso de inventario de repuestos? Desde un punto de vista organizativo, nuestra experiencia sugiere que no necesariamente. Las discusiones en las salas de juntas generalmente giran en torno a la expansión de flotas, la adquisición de nuevos clientes, el cumplimiento de acuerdos de nivel de servicio (SLA), la modernización de la infraestructura y la maximización del tiempo de actividad. En industrias donde los activos respaldados por repuestos cuestan cientos de millones o generan ingresos significativos (por ejemplo, minería o petróleo y gas), el valor del inventario simplemente no sorprende y las organizaciones tienden a pasar por alto cantidades masivas de inventario excesivo. […] Principales diferencias entre la planificación de inventario para productos terminados y para MRO y repuestosEn el competitivo panorama empresarial actual, las empresas buscan constantemente formas de mejorar su eficiencia operativa y generar mayores ingresos. La optimización de la gestión de repuestos es un aspecto que a menudo se pasa por alto y que puede tener un impacto financiero significativo. Las empresas pueden mejorar la eficiencia general y generar importantes rendimientos financieros mediante la gestión eficaz del inventario de piezas de repuesto. Este artículo explorará las implicaciones económicas de la gestión optimizada de repuestos y cómo invertir en software de optimización de inventario y planificación de la demanda puede proporcionar una ventaja competitiva. […]
Principales diferencias entre la planificación de inventario para productos terminados y para MRO y repuestosEn el competitivo panorama empresarial actual, las empresas buscan constantemente formas de mejorar su eficiencia operativa y generar mayores ingresos. La optimización de la gestión de repuestos es un aspecto que a menudo se pasa por alto y que puede tener un impacto financiero significativo. Las empresas pueden mejorar la eficiencia general y generar importantes rendimientos financieros mediante la gestión eficaz del inventario de piezas de repuesto. Este artículo explorará las implicaciones económicas de la gestión optimizada de repuestos y cómo invertir en software de optimización de inventario y planificación de la demanda puede proporcionar una ventaja competitiva. […]
