
El software para la optimización del inventario se usa con sobre todo para generar los resultados analítico que ayudan a ejecutar a diario el negocio. Los puntos rereabastecimineto (también conocidos como Min ) y las cantidades de pedido. EL software especializado puede ayudar a encontrar el punto óptimo de equilibrio entre los costos de inventario y la disponibilidad de artículos..
El software de optimización de inventario también se puede utilizar para realizar análisis hipotéticos en escenarios que describen cambios en su entorno operativo actual. El análisis hipotético (también llamado "análisis de sensibilidad") le permite elevar su pensamiento de lo táctico a lo estratégico. Le ayuda a imaginar cómo debería cambiar sus operaciones para adaptarse a los posibles cambios en su entorno operativo. Estos cambios pueden ser presiones negativas impuestas desde el exterior o pueden ser el resultado de sus propias acciones positivas. En este blog, proporcionamos un ejemplo de cómo realizar un "análisis de qué" en los plazos de entrega y las cantidades de los pedidos. La empresa puede utilizar los resultados del análisis para evaluar el impacto de estos cambios en los costos de inventario y el rendimiento del nivel de servicio.
Cómo los proveedores limitan su libertad de maniobra
Hablando con nuestros clientes sobre las entradas de datos requeridas por el software de optimización de inventario, notamos que los proveedores tienen una influencia prominente en sus operaciones. Dejamos de lado por ahora temas tan importantes como compartir previsiones de demanda con los proveedores y elaborando respuestas a las interrupciones de la cadena de suministro, como el huracán Matthew el año pasado en el sureste de los EE. UU. En cambio, nos enfocamos en dos formas más comunes en que los proveedores influyen en los costos de inventario de los productores: los plazos de reposición y las restricciones en las cantidades de los pedidos.
El tiempo de espera de reposición es el número de días que transcurren entre que el inventario alcanza o supera un punto de pedido y la aparición de unidades de reposición en stock. Una parte del tiempo de entrega es interno del productor, quizás debido a reacciones lentas en un departamento de compras. El resto del tiempo de entrega depende del proveedor. En esta discusión, asumimos que la contribución de los proveedores a los tiempos de entrega podría cambiar, para bien o para mal. (Pero los mismos resultados podrían aplicarse a los cambios en las contribuciones de los productores a los plazos de entrega).
Las restricciones sobre las cantidades de pedido que consideramos son mínimos de pedido y múltiplos de pedido. Es posible que desee pedir 3 unidades de algún artículo, pero el proveedor podría imponer un pedido mínimo de 6 unidades, por lo que su pedido de 3 unidades tendría que convertirse en un pedido de 6 unidades. O puede pedir 21 unidades, superando fácilmente el tamaño mínimo de pedido de 6 unidades, pero si el proveedor también tiene un pedido múltiplo de 6, lo que significa que cada pedido debe ser un múltiplo de 6 unidades, entonces su pedido de 21 unidades tendría que aumentar a 24 unidades.
Análisis de escenarios
Para ilustrar el uso del software de optimización de inventario para el análisis hipotético, examinamos dos conjuntos de escenarios. En el primer conjunto, los plazos de entrega varían de -20% a +20% de sus valores en un escenario de referencia. En el segundo conjunto, los resultados se calculan primero sin restricciones de proveedores, luego solo con pedidos mínimos y finalmente con una combinación de pedidos mínimos y múltiplos de pedidos. Utilizamos el software Smart Inventory Optimization para los cálculos.
El escenario de referencia utiliza datos del mundo real sobre 2852 repuestos administrados por una agencia de transporte público progresista. Estas partes tienen una mezcla extremadamente heterogénea de atributos. Sus costos por unidad oscilan entre $1 y $23,105, y sus plazos de entrega varían entre 1 día y 300 días. Durante 24 meses, la demanda media osciló entre menos de 1 unidad por mes y 1508 unidades por mes, con coeficientes de variación que van desde un manejable 10% hasta un aterrador 2171%. Además, la imagen de los proveedores también es muy compleja, ya que involucra a 293 proveedores únicos, que suministran un promedio de alrededor de 10 piezas cada uno. Esta heterogeneidad implica que una optimización del mundo real seleccionaría y elegiría entre artículos y proveedores. Sin embargo, para simplificar la exposición y desarrollar conocimientos básicos, nuestros escenarios hipotéticos en este ejemplo tratan a todos los artículos y proveedores por igual. De manera similar, asumimos en la línea de base que los costos de mantenimiento equivalían a 20% del valor en dólares de un artículo y que cada pedido de reabastecimiento tenía un costo fijo de $40.
Realizamos dos experimentos hipotéticos. El primero examinó los efectos de cambiar los plazos de entrega. El segundo examinó los efectos de la introducción de restricciones en las cantidades de pedido. En cada experimento, registramos los efectos de los cambios en dos métricas operativas: promedio de unidades en stock y promedio de pedidos por año. A su vez, estos influyeron en cuatro métricas financieras: valor promedio en dólares del inventario, costo promedio de mantenimiento, costo promedio de pedido y la suma de los dos últimos, que es el costo operativo total del inventario.
En todos los escenarios, los puntos de pedido se calcularon para lograr una probabilidad de 95% de evitar desabastecimientos mientras se espera la reposición. Las cantidades de pedido, en ausencia de restricciones de proveedores, se calcularon como lo que llamamos "EOQ factible". EOQ es la clásica "cantidad económica de pedido" que se enseña en el Inventario 101; se calcula a partir de la demanda media, el coste de mantenimiento y el coste de pedido. La EOQ factible agrega una consideración adicional: la dinámica del inventario. Si el punto de pedido es muy bajo, es posible que EOQ sea demasiado pequeño para mantener un nivel de inventario estable y positivo. En estos casos, la EOQ factible aumenta la cantidad del pedido por encima de la EOQ para asegurar que el inventario promedio no sea negativo.
Efectos de cambiar los plazos de entrega
La Tabla 1 muestra los resultados de cambiar los plazos de entrega. Trabajando alrededor del caso base, cambiamos el tiempo de entrega de cada artículo por -20%, -10%, +10% y +20%.
No sorprende que la reducción de los plazos de entrega redujera el nivel requerido de inventario y su aumento hiciera lo contrario. Tanto el número promedio de unidades como el valor en dólares asociado se comportaron como se esperaba. Lo que puede resultar sorprendente es que los efectos fueron algo silenciados, es decir, un cambio del X por ciento en el tiempo de espera produjo una respuesta de menos del X por ciento. Por ejemplo, una reducción de 20% en el tiempo de entrega produjo solo una reducción de 7.9% en el inventario disponible y solo una reducción de 12.0% en el valor en dólares de esas unidades. Además, los efectos de las reducciones y los aumentos son asimétricos: un aumento de 201 TP3T en el tiempo de entrega generó solo un aumento de 7,31 TP3T en unidades (frente a 7,91 TP3T) y solo un aumento de 9,61 TP3T en el valor del inventario (frente a 12,01 TP3T).
Similares resultados atenuados y asimétricos se mantuvieron para los costos operativos. Una reducción de 20% en el tiempo de entrega redujo los costos operativos totales en 7,0%, pero un aumento de 20% en el tiempo de entrega solo provocó un aumento de 5,1% en los costos operativos.
Ahora considere las implicaciones de estos resultados para la práctica. En un mundo competitivo, las reducciones de costos del orden de 10% o incluso 5% son significativas. Esto significa que los esfuerzos para reducir los plazos de entrega pueden tener beneficios importantes. A su vez, esto significa que puede valer la pena hacer esfuerzos para optimizar los procesos de compra. Del mismo modo, existe un caso para involucrar a los proveedores en la reducción de su parte del tiempo de entrega, posiblemente compartiendo los ahorros para incentivarlos.
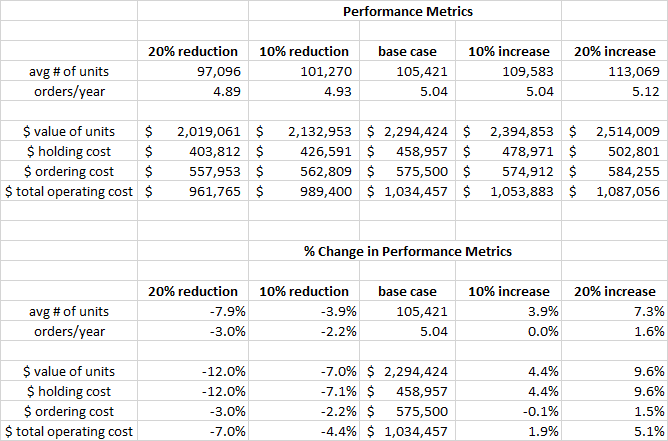
Tabla 1: Efectos de cambiar los plazos de entrega
Efecto de las restricciones de cantidad de pedidos
La Tabla 2 muestra el efecto de imponer restricciones a los proveedores sobre las cantidades de los pedidos. En el caso base, no hay restricciones, es decir, el mínimo de pedido es 0 y el múltiplo de pedido es 1, lo que implica que cualquier cantidad de pedido es aceptable para los proveedores. Partiendo del caso base, primero analizamos imponer un pedido mínimo de 5 unidades en todos los artículos y luego agregar un pedido múltiplo de 5 para todos los artículos.
Obligar a los pedidos a ser más grandes de lo que de otro modo tendrían tuvo el impacto esperado en el número promedio de unidades disponibles, incrementándolo en 0.9% con solo un mínimo de pedido y en 3.4% con un mínimo y un múltiplo. Los cambios correspondientes en el valor en dólares del inventario fueron más dramáticos: 22.4% y 23.3%. Esta diferencia en el tamaño de la respuesta porcentual probablemente se deba a la gran cantidad de repuestos de bajo volumen y alto costo administrados por la agencia de transporte público.
Otra sorpresa fue la reducción neta en los costos operativos cuando se impusieron restricciones a los proveedores. Si bien los costos de mantenimiento aumentaron en 22,41 TP3T y 23,31 TP3T en los dos escenarios hipotéticos, las mayores cantidades de pedidos permitieron menos pedidos por año, lo que resultó en reducciones compensatorias en los costos de pedidos de -24,41 TP3T y -32,71 TP3T, respectivamente. Los impactos netos en los costos operativos fueron entonces reducciones de 3.7% y 7.9%.
En general, se esperaría que la imposición de restricciones a las acciones del productor reduzca el desempeño. Entonces, los resultados en estos escenarios fueron contrarios a la intuición. Sin embargo, el mensaje real aquí es que usar EOQ, o incluso EOQ mejorado, para establecer una cantidad de pedido no brinda resultados óptimos. Paradójicamente, las restricciones de cantidad de pedido que investigamos parecen haber forzado las cantidades de pedido más cerca de los niveles óptimos.
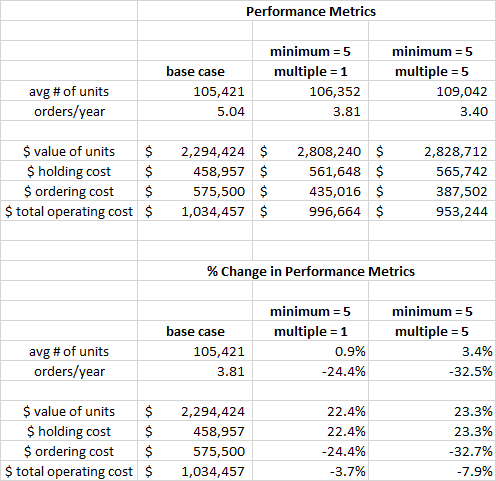
Tabla 2: Efecto de las restricciones de cantidad de pedido
Conclusiones
Los análisis hipotéticos que se muestran aquí no conducen a conclusiones universales. Por ejemplo, cambiar el costo asumido por pedido de $40 a un número más pequeño podría mostrar que las restricciones del proveedor aumentaron en lugar de disminuir los costos operativos del inventario del productor.
Al realizar un análisis hipotético en situaciones reales, los usuarios crearían naturalmente escenarios con un nivel de detalle más bajo. Por ejemplo, podrían evaluar el efecto de los cambios en los plazos de entrega de los proveedores proveedor por proveedor para encontrar los que tendrían los beneficios potenciales más altos. O pueden hacer arreglos para que los pedidos mínimos, si ya existen para todos los artículos, cambien en un porcentaje específico en lugar de una cantidad fija, lo que podría ser algo más realista.
La conclusión clave es que el software de optimización de inventario se puede usar en "modo hipotético" para explorar problemas estratégicos, más allá de su uso habitual para calcular puntos de pedido, existencias de seguridad, cantidades de pedidos y transferencias de inventario.

Artículos Relacionados
Juego constructivo con gemelos digitales
Aquellos de ustedes que siguen temas candentes estarán familiarizados con el término "gemelo digital". Aquellos que han estado demasiado ocupados con el trabajo tal vez quieran seguir leyendo y ponerse al día. Si bien existen varias definiciones de gemelo digital, aquí hay una que funciona bien: un gemelo digital es una copia virtual dinámica de un activo físico, proceso, sistema o entorno que se parece y se comporta de manera idéntica a su contraparte del mundo real. Un gemelo digital ingiere datos y replica procesos para que pueda predecir posibles resultados de rendimiento y problemas que podría experimentar el producto del mundo real.

Directo al cerebro del jefe: análisis e informes de inventario
En este blog, la atención se centra en el software que crea informes para la gestión, el héroe silencioso que traduce la belleza de los cálculos furiosos en informes procesables. Observe cómo los cálculos, intrincadamente guiados por los planificadores que utilizan nuestro software, convergen sin problemas en informes de Smart Operational Analytics (SOA), dividiendo cinco áreas clave: análisis de inventario, rendimiento del inventario, tendencias del inventario, rendimiento de los proveedores y anomalías de la demanda.
¿Cómo vamos? KPI y KPP
Lidiar con el día a día de la gestión de inventario puede mantenerle ocupado. Pero sabes que tienes que levantar la cabeza de vez en cuando para ver hacia dónde te diriges. Para eso, su software de inventario debe mostrarle métricas (y no solo una, sino un conjunto completo de métricas o KPI): indicadores clave de rendimiento.
Mensajes recientes
 Operaciones irregularesEste blog trata sobre "operaciones irregulares". Smart Software está en el proceso de adaptar nuestros productos para ayudarle a afrontar sus propias operaciones irregulares. Esto es una vista previa. […]
Operaciones irregularesEste blog trata sobre "operaciones irregulares". Smart Software está en el proceso de adaptar nuestros productos para ayudarle a afrontar sus propias operaciones irregulares. Esto es una vista previa. […] Software inteligente se presentará en Epicor Insights 2024Smart Software hará una presentación en el evento Epicor Insights de este año en Nashville. Si planea asistir este año, únase a nosotros en el stand #13 o #501 y obtenga más información sobre la planificación y optimización del inventario inteligente de Epicor. . […]
Software inteligente se presentará en Epicor Insights 2024Smart Software hará una presentación en el evento Epicor Insights de este año en Nashville. Si planea asistir este año, únase a nosotros en el stand #13 o #501 y obtenga más información sobre la planificación y optimización del inventario inteligente de Epicor. . […] Buscando problemas en los datos de su inventarioEn este video blog, la atención se centra en un aspecto crítico de la gestión de inventario: el análisis y la interpretación de los datos del inventario. La atención se centra específicamente en un conjunto de datos de una agencia de transporte público que detalla piezas de repuesto para autobuses. […]
Buscando problemas en los datos de su inventarioEn este video blog, la atención se centra en un aspecto crítico de la gestión de inventario: el análisis y la interpretación de los datos del inventario. La atención se centra específicamente en un conjunto de datos de una agencia de transporte público que detalla piezas de repuesto para autobuses. […] Los fanáticos de Big Ass recurren al software inteligente a medida que aumenta la demandaBig Ass Fans es el fabricante de grandes ventiladores más vendido del mundo y ofrece comodidad en espacios donde la comodidad parece imposible. BAF tenía un problema: cómo planificar de forma fiable la producción para satisfacer la demanda. BAF estaba experimentando una brecha entre las previsiones de reservas y los envíos, y esto estaba afectando los ingresos y la satisfacción del cliente. BAF recurrió a Smart Software en busca de ayuda. […]
Los fanáticos de Big Ass recurren al software inteligente a medida que aumenta la demandaBig Ass Fans es el fabricante de grandes ventiladores más vendido del mundo y ofrece comodidad en espacios donde la comodidad parece imposible. BAF tenía un problema: cómo planificar de forma fiable la producción para satisfacer la demanda. BAF estaba experimentando una brecha entre las previsiones de reservas y los envíos, y esto estaba afectando los ingresos y la satisfacción del cliente. BAF recurrió a Smart Software en busca de ayuda. […] El costo de la planificación con hojas de cálculoLas empresas que dependen de hojas de cálculo para la planificación de la demanda, la previsión y la gestión de inventario a menudo se ven limitadas por las limitaciones inherentes de las hojas de cálculo. Esta publicación examina los inconvenientes de los enfoques tradicionales de gestión de inventario causados por las hojas de cálculo y sus costos asociados, comparándolos con los importantes beneficios que se obtienen al adoptar tecnologías de planificación de última generación. […]
El costo de la planificación con hojas de cálculoLas empresas que dependen de hojas de cálculo para la planificación de la demanda, la previsión y la gestión de inventario a menudo se ven limitadas por las limitaciones inherentes de las hojas de cálculo. Esta publicación examina los inconvenientes de los enfoques tradicionales de gestión de inventario causados por las hojas de cálculo y sus costos asociados, comparándolos con los importantes beneficios que se obtienen al adoptar tecnologías de planificación de última generación. […]

Optimización de inventario para fabricantes, distribuidores y MRO
 Por qué las empresas de MRO necesitan software complementario de planificación e inventario de piezas de servicioLas organizaciones MRO existen en una amplia gama de industrias, incluido el transporte público, los servicios eléctricos, las aguas residuales, la energía hidroeléctrica, la aviación y la minería. Para realizar su trabajo, los profesionales de MRO utilizan sistemas de gestión de activos empresariales (EAM) y planificación de recursos empresariales (ERP). Estos sistemas están diseñados para realizar muchos trabajos. Dadas sus características, costo y amplios requisitos de implementación, se supone que los sistemas EAM y ERP pueden hacerlo todo. En esta publicación, resumimos la necesidad de un software complementario que aborde análisis especializados para la optimización del inventario, la previsión y la planificación de piezas de servicio. […]
Por qué las empresas de MRO necesitan software complementario de planificación e inventario de piezas de servicioLas organizaciones MRO existen en una amplia gama de industrias, incluido el transporte público, los servicios eléctricos, las aguas residuales, la energía hidroeléctrica, la aviación y la minería. Para realizar su trabajo, los profesionales de MRO utilizan sistemas de gestión de activos empresariales (EAM) y planificación de recursos empresariales (ERP). Estos sistemas están diseñados para realizar muchos trabajos. Dadas sus características, costo y amplios requisitos de implementación, se supone que los sistemas EAM y ERP pueden hacerlo todo. En esta publicación, resumimos la necesidad de un software complementario que aborde análisis especializados para la optimización del inventario, la previsión y la planificación de piezas de servicio. […] El pronóstico importa, pero tal vez no como usted piensaVerdadero o falso: El pronóstico no importa para la gestión del inventario de repuestos. A primera vista, esta afirmación parece evidentemente falsa. Después de todo, las previsiones son cruciales para planificar los niveles de existencias, ¿verdad? Depende de lo que entiendas por “previsión”. Si te refieres a un pronóstico de un solo número de la vieja escuela (“la demanda del artículo CX218b será de 3 unidades la próxima semana y de 6 unidades la semana siguiente”), entonces no. Si se amplía el significado de pronóstico para incluir una distribución de probabilidad que tenga en cuenta las incertidumbres tanto de la demanda como de la oferta, entonces sí. […]
El pronóstico importa, pero tal vez no como usted piensaVerdadero o falso: El pronóstico no importa para la gestión del inventario de repuestos. A primera vista, esta afirmación parece evidentemente falsa. Después de todo, las previsiones son cruciales para planificar los niveles de existencias, ¿verdad? Depende de lo que entiendas por “previsión”. Si te refieres a un pronóstico de un solo número de la vieja escuela (“la demanda del artículo CX218b será de 3 unidades la próxima semana y de 6 unidades la semana siguiente”), entonces no. Si se amplía el significado de pronóstico para incluir una distribución de probabilidad que tenga en cuenta las incertidumbres tanto de la demanda como de la oferta, entonces sí. […] Por qué las empresas de MRO deberían preocuparse por el exceso de inventario¿Las empresas de MRO realmente priorizan la reducción del exceso de inventario de repuestos? Desde un punto de vista organizativo, nuestra experiencia sugiere que no necesariamente. Las discusiones en las salas de juntas generalmente giran en torno a la expansión de flotas, la adquisición de nuevos clientes, el cumplimiento de acuerdos de nivel de servicio (SLA), la modernización de la infraestructura y la maximización del tiempo de actividad. En industrias donde los activos respaldados por repuestos cuestan cientos de millones o generan ingresos significativos (por ejemplo, minería o petróleo y gas), el valor del inventario simplemente no sorprende y las organizaciones tienden a pasar por alto cantidades masivas de inventario excesivo. […]
Por qué las empresas de MRO deberían preocuparse por el exceso de inventario¿Las empresas de MRO realmente priorizan la reducción del exceso de inventario de repuestos? Desde un punto de vista organizativo, nuestra experiencia sugiere que no necesariamente. Las discusiones en las salas de juntas generalmente giran en torno a la expansión de flotas, la adquisición de nuevos clientes, el cumplimiento de acuerdos de nivel de servicio (SLA), la modernización de la infraestructura y la maximización del tiempo de actividad. En industrias donde los activos respaldados por repuestos cuestan cientos de millones o generan ingresos significativos (por ejemplo, minería o petróleo y gas), el valor del inventario simplemente no sorprende y las organizaciones tienden a pasar por alto cantidades masivas de inventario excesivo. […] Principales diferencias entre la planificación de inventario para productos terminados y para MRO y repuestosEn el competitivo panorama empresarial actual, las empresas buscan constantemente formas de mejorar su eficiencia operativa y generar mayores ingresos. La optimización de la gestión de repuestos es un aspecto que a menudo se pasa por alto y que puede tener un impacto financiero significativo. Las empresas pueden mejorar la eficiencia general y generar importantes rendimientos financieros mediante la gestión eficaz del inventario de piezas de repuesto. Este artículo explorará las implicaciones económicas de la gestión optimizada de repuestos y cómo invertir en software de optimización de inventario y planificación de la demanda puede proporcionar una ventaja competitiva. […]
Principales diferencias entre la planificación de inventario para productos terminados y para MRO y repuestosEn el competitivo panorama empresarial actual, las empresas buscan constantemente formas de mejorar su eficiencia operativa y generar mayores ingresos. La optimización de la gestión de repuestos es un aspecto que a menudo se pasa por alto y que puede tener un impacto financiero significativo. Las empresas pueden mejorar la eficiencia general y generar importantes rendimientos financieros mediante la gestión eficaz del inventario de piezas de repuesto. Este artículo explorará las implicaciones económicas de la gestión optimizada de repuestos y cómo invertir en software de optimización de inventario y planificación de la demanda puede proporcionar una ventaja competitiva. […]
