La gestión de inventarios de piezas de repuesto puede parecer imposible. No sabes qué se romperá y cuándo. Los comentarios de los departamentos mecánicos y los equipos de mantenimiento suelen ser inexactos. Los programas de mantenimiento planificados a menudo se modifican, lo que los convierte en cualquier cosa menos "planificados". Los patrones de uso (es decir, la demanda) suelen ser extremadamente intermitentes, es decir, la demanda salta aleatoriamente entre cero y algo más, a menudo un número sorprendentemente grande. La intermitencia, combinada con la falta de tendencias significativas o patrones estacionales, hace que los métodos tradicionales de pronóstico de series de tiempo sean inexactos. La gran cantidad de combinaciones parte por ubicación hace que sea imposible crear manualmente o incluso revisar pronósticos para partes individuales. Dados todos estos desafíos, pensamos que sería útil delinear una serie de cosas que se deben hacer (y sus correspondientes prohibiciones).
- Utilice métodos probabilísticos para calcular los puntos de pedido y los niveles mínimos y máximos.
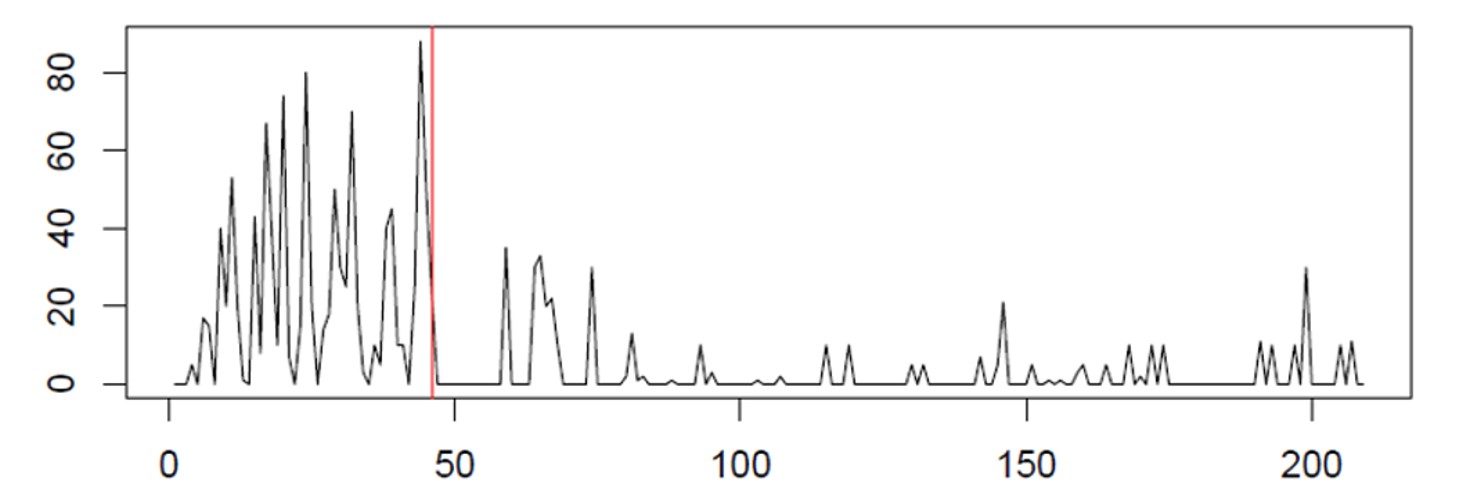
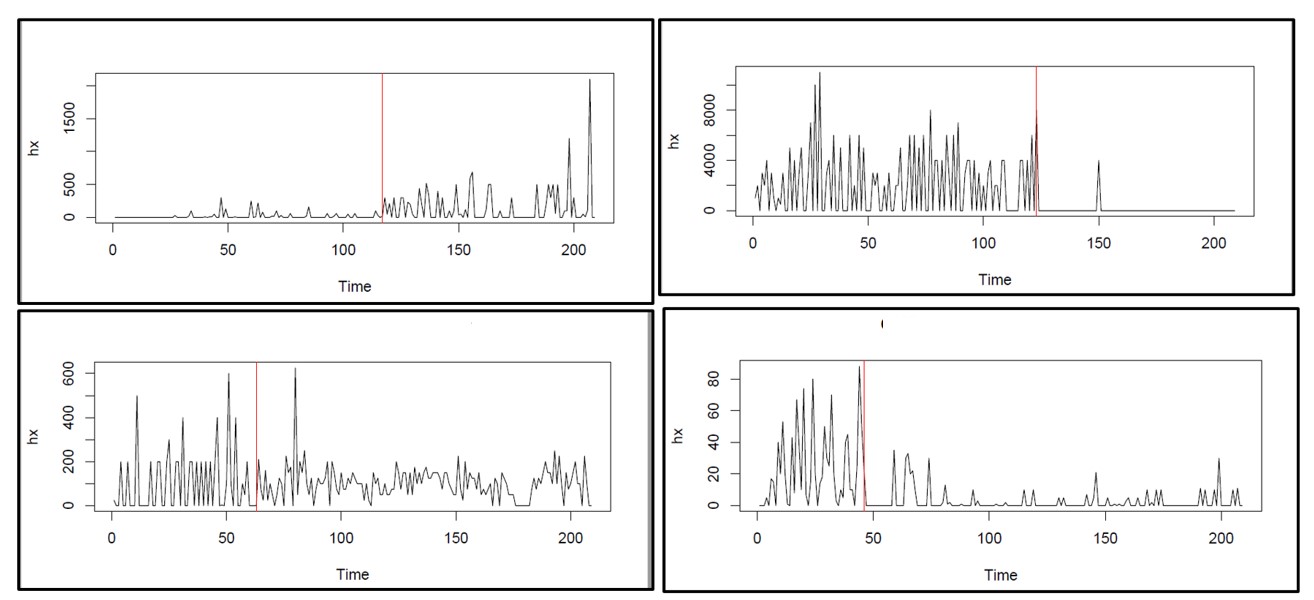
Basar las decisiones de almacenamiento en el uso diario promedio no es la respuesta correcta. Tampoco lo es la confianza en los métodos de pronóstico tradicionales como los modelos de suavizado exponencial. Ninguno de los enfoques funciona cuando la demanda es intermitente porque no tienen debidamente en cuenta la volatilidad de la demanda. métodos probabilísticos que simulan miles de posibles escenarios de demanda funcionan mejor. Proporcionan una estimación realista de la distribución de la demanda y pueden manejar todos los ceros y no ceros aleatorios. Esto garantizará que el nivel de inventario tenga el tamaño adecuado para alcanzar cualquier objetivo de nivel de servicio que elija.
- Use niveles de servicio en lugar de métodos de regla empírica para determinar los niveles de existencias
Muchas organizaciones de planificación de piezas se basan en múltiplos de la demanda diaria y otros Reglas de juego para determinar las políticas de almacenamiento. Por ejemplo, los puntos de reorden a menudo se basan en la duplicación de la demanda promedio durante el tiempo de entrega o en la aplicación de algún otro múltiplo según la importancia del artículo. Sin embargo, los promedios no tienen en cuenta cuán volátil (o ruidosa) es una pieza y darán lugar a un exceso de existencias de piezas menos ruidosas y una escasez de piezas más ruidosas.
- Vuelva a calcular con frecuencia las políticas de almacenamiento
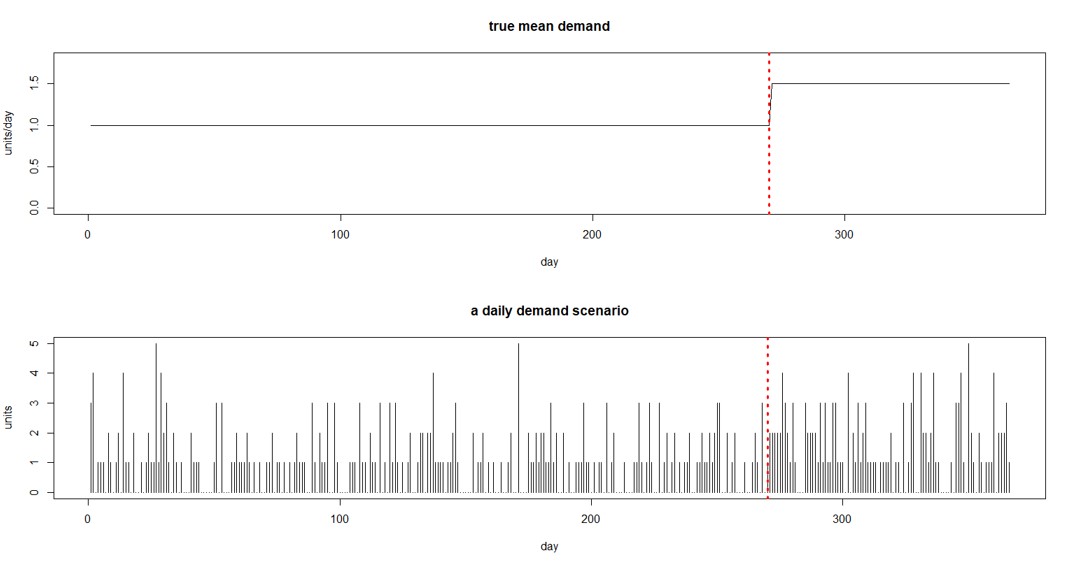
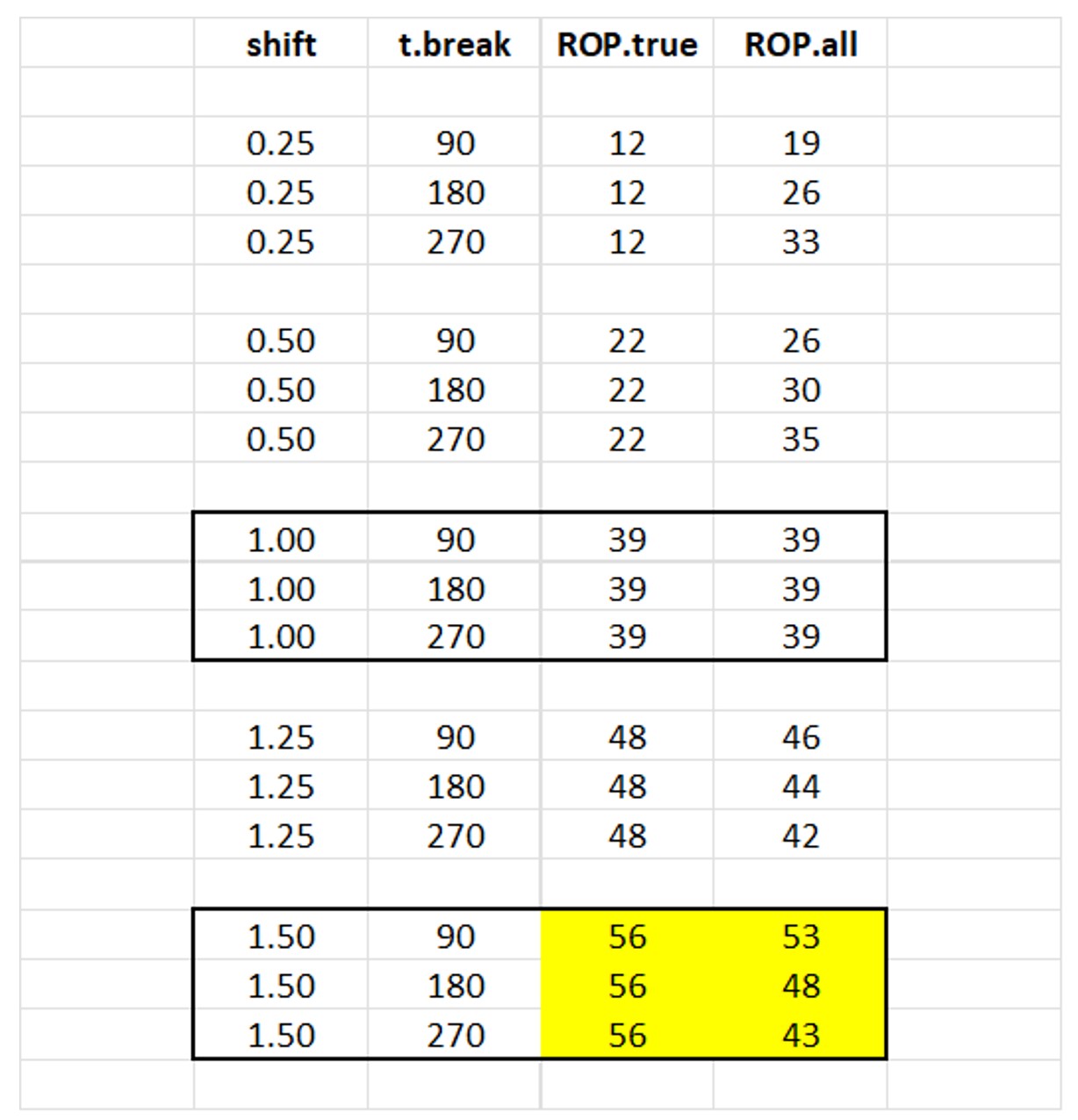
El hecho de que la demanda sea intermitente no significa que nada cambie con el tiempo. Sin embargo, después de entrevistar a cientos de empresas que administran el inventario de piezas de repuesto, encontramos que menos de 10% vuelven a calcular las políticas de almacenamiento mensualmente. Muchos nunca vuelven a calcular las políticas de almacenamiento hasta que surge un “problema”. En miles de piezas, se garantiza que el uso aumentará o disminuirá en al menos algunas de las piezas. Los plazos de entrega de los proveedores también pueden cambiar. El uso de un punto de pedido desactualizado hará que los pedidos se activen demasiado pronto o demasiado tarde, lo que creará muchos problemas. Recálculo de políticas en cada ciclo de planificación asegura que el inventario tendrá el tamaño correcto. No sea reactivo y espere a que ocurra un problema antes de considerar si se debe modificar el valor mínimo o máximo. Para entonces ya es demasiado tarde, es como esperar a que los frenos fallen antes de repararlos. No se preocupe por el esfuerzo de volver a calcular los valores Mín./Máx. para una gran cantidad de SKU: el software moderno lo hace automáticamente. Recuerda: ¡La recalibración de sus políticas de almacenamiento es un mantenimiento preventivo contra el agotamiento de existencias!
- Obtenga aceptación en los niveles de servicio específicos
El inventario es costoso y debe tener el tamaño correcto en función de lograr un equilibrio entre la disposición de la organización a agotarse y su disposición a presupuestar repuestos. Con demasiada frecuencia, los planificadores toman decisiones de forma aislada basándose en la evitación del dolor o en las solicitudes de los técnicos de mantenimiento sin tener en cuenta cómo el gasto en una parte afecta la capacidad de la organización para gastar en otra parte. El exceso de inventario en una parte perjudica los niveles de servicio en otras partes al consumir de manera desproporcionada el presupuesto de inventario. Asegúrese de que los objetivos de nivel de servicio y el inventario asociado costos de alcanzar los niveles de servicio son entendidos y aceptados.
- Ejecute un proceso de planificación separado para piezas reparables
Algunas piezas son muy costosas de reemplazar, por lo que es preferible enviarlas a las instalaciones de reparación o de vuelta al OEM para su reparación. Tener en cuenta la aleatoriedad del lado del suministro de cuándo se devolverán las piezas reparables y saber si esperar una reparación o comprar un repuesto adicional son fundamentales para garantizar la disponibilidad de los artículos sin un aumento del inventario. Esto requiere informes especializados y el uso de modelos probabilísticos. No trate las piezas reparables como piezas consumibles cuando planifique.
- Cuente lo que se compra contra el presupuesto, no solo lo que se consume
Muchas organizaciones asignan las compras totales de piezas a un presupuesto corporativo separado y asignan el presupuesto del equipo mecánico o de mantenimiento a las piezas que se utilizan. En la mayoría de las organizaciones de MRO, especialmente en el transporte público y los servicios públicos, los equipos de reparación dictan lo que se compra. Si lo que se compra no cuenta contra su presupuesto, comprarán en exceso para asegurarse de que nunca haya ninguna posibilidad de desabastecimiento. Literalmente no tienen ningún incentivo para hacerlo bien, por lo que se comprarán decenas de millones en exceso de inventario. Si lo que se compra se refleja en el presupuesto, se prestará mucha más atención a comprar solo lo que realmente se necesita. Reconociendo que el exceso de inventario perjudica el servicio Robar a la organización dinero en efectivo que, de lo contrario, podría usarse en repuestos insuficientes es un paso importante para garantizar una compra de inventario responsable.
Soluciones de software para la planificación de repuestos
El software de previsión de piezas de servicio de Smart IP&O utiliza un método empírico único de pronóstico probabilístico , que está diseñado para la demanda intermitente. Para piezas de repuesto consumibles, nuestro método patentado y ganador del premio APICS genera rápidamente decenas de miles de escenarios de demanda sin depender de las suposiciones sobre la naturaleza de las distribuciones de demanda implícitas en los métodos de pronóstico tradicionales. El resultado son estimaciones muy precisas del stock de seguridad, los puntos de pedido y los niveles de servicio, lo que conduce a niveles de servicio más altos y costos de inventario más bajos. Para repuestos reparables el Módulo de Reparación y Devolución de Smart simula con precisión los procesos de avería y reparación de piezas. Predice el tiempo de inactividad, los niveles de servicio y los costos de inventario asociados con el grupo de repuestos rotativo actual. Los planificadores sabrán cuántos repuestos almacenar para lograr los requisitos de nivel de servicio a corto y largo plazo y, en entornos operativos, si deben esperar a que se completen las reparaciones y se vuelvan a poner en servicio o comprar repuestos de servicio adicionales de los proveedores, evitando compras innecesarias y tiempo de inactividad del equipo.
Comuníquese con nosotros para obtener más información sobre cómo esta funcionalidad ha ayudado a nuestros clientes en los sectores de MRO, eléctricas, servicios públicos, minería y transporte público a optimizar su inventario. También puede descargar el documento informativo aquí.
Lo que necesita saber sobre la previsión y la planificación de piezas de servicio
Este documento describe la metodología patentada de Smart Software para pronosticar la demanda, las existencias de seguridad y los puntos de pedido de artículos tales como repuestos y componentes con demanda intermitente, y brinda varios ejemplos de clientes de éxito.