Puede que recuerdes la historia de Goldilocks de tu juventud hace mucho tiempo. A veces la papilla estaba demasiado caliente, a veces demasiado fría, pero solo una vez estaba bien. Ahora que somos adultos, podemos traducir ese cuento de hadas en un principio profesional para la planificación del inventario: puede haber muy poco o demasiado inventario, y hay un nivel de Ricitos de Oro que es “perfecto”. Este blog trata de encontrar ese punto dulce.
Para ilustrar nuestra fábula de la cadena de suministro, considere este ejemplo. Imagine que vende repuestos para mantener los sistemas de sus clientes en funcionamiento. Usted ofrece una parte de servicio en particular que le cuesta $100 pero se vende por un margen de beneficio de 20%. Puede hacer $20 en cada unidad que vende, pero no puede quedarse con el $20 completo debido a los costos operativos de inventario que soporta para poder vender la pieza. Hay costos de mantenimiento para mantener la pieza en buen estado mientras está en stock y costos de pedido para reabastecer las unidades que vende. Finalmente, a veces se pierden ingresos por ventas perdidas debido a desabastecimientos.
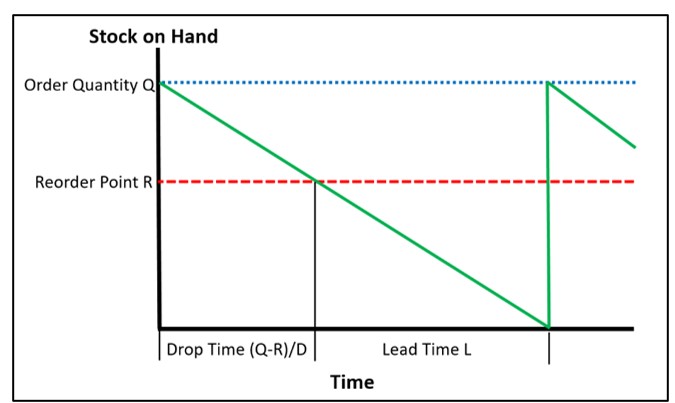
Estos costos operativos pueden estar directamente relacionados con la forma en que administra la pieza en el inventario. Para nuestro ejemplo, suponga que utiliza una política de inventario (Q,R), donde Q es la cantidad del pedido de reposición y R es el punto de pedido. Suponga además que la razón por la que no está fabricando $30 por unidad es que tiene competidores, y los clientes obtendrán la pieza de ellos si no pueden obtenerla de usted.
Tanto sus ingresos como sus costes dependen de formas complejas de sus elecciones de Q y R. Estas determinarán cuánto pide, cuándo y, por tanto, con qué frecuencia pide, con qué frecuencia se agota y, por tanto, cuántas ventas pierde y cuánto dinero en efectivo que atas en el inventario. Es imposible calcular el costo de estas relaciones con conjeturas, pero el software moderno puede hacer que las relaciones sean visibles y calcular las cifras en dólares que necesita para guiar su elección de valores para Q y R. Lo hace ejecutando simulaciones probabilísticas detalladas y basadas en hechos. que predicen los costes y el rendimiento promediando un gran número de escenarios de demanda realistas.
Con estos resultados en la mano, puede calcular el margen asociado con los valores (Q,R) usando la fórmula simple
Margen = (Demanda - Ventas perdidas) x Beneficio por unidad vendida - Costos de pedido - Costos de mantenimiento.
En esta fórmula, las ventas perdidas, los costos de pedido y los costos de mantenimiento dependen del punto de pedido R y la cantidad de pedido Q.
La Figura 1 muestra el resultado de las simulaciones que fijaron Q en 25 unidades y variaron R de 10 a 30 en pasos de 5. Si bien la curva es bastante plana en la parte superior, ganaría más dinero manteniendo un inventario disponible de alrededor de 25 unidades ( que corresponde al ajuste R = 20). Más inventario, a pesar de un mayor nivel de servicio y menos ventas perdidas, generaría un poco menos de dinero (y vincularía mucho más efectivo), y menos inventario generaría mucho menos.
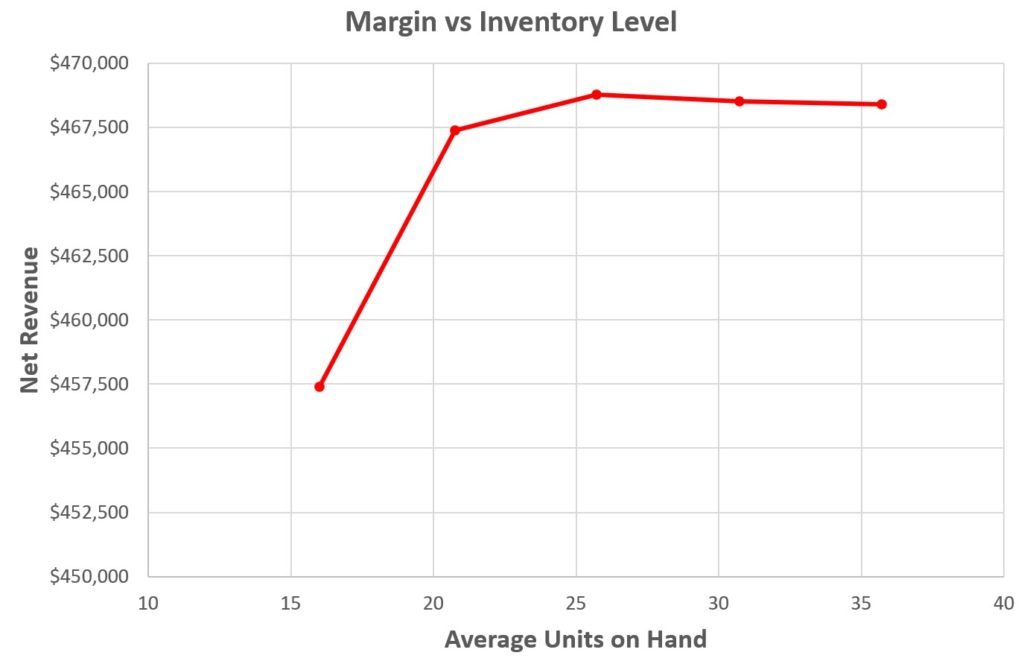
Figura 1: Mostrando que puede haber muy poco o demasiado inventario disponible
Sin confiar en el software de simulación de inventario, no podríamos descubrir
- a) que es posible llevar muy poco y demasiado inventario
- b) cuál es el mejor nivel de inventario
- c) cómo llegar allí mediante las elecciones adecuadas del punto de pedido R y la cantidad de pedido Q.
Sin una comprensión explícita de lo anterior, las empresas tomarán decisiones de inventario diarias basándose en la intuición y los métodos de regla empírica basados en promedios. Las compensaciones descritas aquí no están expuestas y la combinación resultante de inventario produce un retorno mucho menor, perdiendo cientos de miles a millones por año en ganancias perdidas. Así que sé como Ricitos de Oro. Con los sistemas y las herramientas de software correctos, ¡usted también puede hacerlo bien!

¿Cómo vamos? KPI y KPP
Lidiar con el día a día de la gestión de inventario puede mantenerle ocupado. Pero sabes que tienes que levantar la cabeza de vez en cuando para ver hacia dónde te diriges. Para eso, su software de inventario debe mostrarle métricas (y no solo una, sino un conjunto completo de métricas o KPI): indicadores clave de rendimiento.

¿Qué es la planificación de inventario? Un breve diccionario de términos relacionados con el inventario
Es probable que las personas involucradas en la cadena de suministro tengan preguntas sobre diversos términos y métodos de inventario utilizados en sus trabajos. Esta nota puede ayudar a explicar estos términos y mostrar cómo se relacionan.

¿Confundido acerca de la IA y el aprendizaje automático?
¿Está confundido acerca de qué es la IA y qué es el aprendizaje automático? ¿No está seguro de por qué saber más le ayudará con su trabajo de planificación de inventario? No te desesperes. Estarás bien y te mostraremos cómo algo de lo que sea puede ser útil.