En nuestro último blog planteamos la pregunta: ¿Cómo puede estar seguro de que realmente tiene una política para la planificación del inventario y la previsión de la demanda? Explicamos cómo la falta de comprensión de los conceptos básicos por parte de una organización (cómo se crea un pronóstico, cómo se determinan las reservas de existencias de seguridad y cómo/por qué se ajustan estos valores) contribuye a la precisión deficiente del pronóstico, al inventario mal asignado y a la falta de confianza en el conjunto. proceso.
En este blog, revisamos 10 preguntas específicas que puede hacer para descubrir lo que realmente está sucediendo en su empresa. Detallamos las respuestas típicas proporcionadas cuando en realidad no existe una política de previsión/planificación de inventario, explicamos cómo interpretar estas respuestas y ofrecemos algunos consejos claros sobre qué hacer al respecto.
Empieza siempre con un simple hipotético ejemplo. Centrarse en un problema específico que acaba de experimentar provocará respuestas defensivas que ocultarán la historia completa. El objetivo es descubrir el enfoque real utilizado para planificar el inventario y los pronósticos que se ha integrado en el cálculo mental o en las hojas de cálculo. Aquí hay un ejemplo:
Suponga que tiene 100 unidades disponibles, el tiempo de espera para reponer es de 3 meses y la demanda mensual promedio es de 20 unidades. ¿Cuándo debería pedir más? ¿Cuánto pedirías? ¿Cómo cambiará su respuesta si los recibos esperados de 10 por mes estuvieran programados para llegar? ¿Cómo cambiará su respuesta si el artículo es un artículo A, B o C, el costo del artículo es alto o bajo, el tiempo de entrega del artículo es largo o corto? En pocas palabras, cuando programa un trabajo de producción o realiza un nuevo pedido con un proveedor, ¿por qué lo hizo? ¿Qué desencadenó la decisión de obtener más? ¿Qué insumos de planificación se consideraron?
Al obtener respuestas a la pregunta anterior, concéntrese en descubrir las respuestas a las siguientes preguntas:
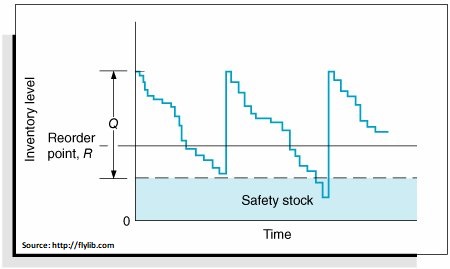
1. ¿Cuál es el enfoque de reabastecimiento subyacente? Por lo general, será uno de mínimo/máximo, previsión/stock de seguridad, punto de reorden/cantidad de pedido, revisión periódica/pedido hasta o incluso alguna combinación extraña.
2. ¿Cómo se calculan realmente los parámetros de planificación, como los pronósticos de demanda, los puntos de reorden o Min/Max?? No es suficiente saber que usa Min/Max. Tienes que saber exactamente cómo se calculan estos valores. Respuestas como "Usamos el historial" o "Usamos un promedio" no son lo suficientemente específicas. Necesitará respuestas que describan claramente cómo se usa la historia. Por ejemplo, “Tomamos un promedio de los últimos 6 meses, lo dividimos por 30 para obtener un promedio diario y luego lo multiplicamos por el tiempo de entrega en días. Para los artículos 'A', multiplicamos el tiempo de entrega promedio por 2 y para los artículos 'B' usamos un multiplicador de 1,5". (Si bien ese no es un enfoque técnico especialmente bueno, al menos tiene una lógica clara).
Una vez que tenga una política bien definida, puede identificar sus debilidades para mejorarla. Pero si la respuesta proporcionada no va mucho más allá de "Usamos el historial", entonces no tiene una política para empezar. Las respuestas a menudo revelarán que diferentes planificadores usan la historia de diferentes maneras. Algunos pueden considerar solo la demanda más reciente, otros pueden almacenar de acuerdo con el promedio de los períodos de mayor demanda, etc. En otras palabras, es posible que en realidad tenga múltiples "políticas" mal concebidas.
3. ¿Se utilizan los pronósticos para impulsar la planificación del reabastecimiento y, de ser así, cómo? Muchas empresas dirán que pronostican, pero sus pronósticos se calculan y utilizan de manera diferente. ¿Se usa el pronóstico para predecir qué inventario disponible habrá en el futuro, lo que resultará en la activación de un pedido? ¿O se usa para derivar un punto de reorden pero no para predecir cuándo ordenar (es decir, predigo que venderemos 10 a la semana para ayudar a protegernos contra el desabastecimiento, ordenaré más cuando llegue a 15)? ¿Se utiliza como una guía para que el planificador ayude a determinar subjetivamente cuándo debe pedir más? ¿Se utiliza para establecer pedidos abiertos con proveedores? Algunos lo usan para impulsar MRP. Necesitará saber estos detalles. Una respuesta completa a esta pregunta podría verse así: “Mi pronóstico es 10 por semana y mi tiempo de entrega es de 3 semanas, por lo que hago que mi punto de reorden sea un múltiplo de ese pronóstico, generalmente 2 veces la demanda del tiempo de entrega o 60 unidades para artículos importantes y uso un múltiplo más pequeño para artículos menos importantes. (Nuevamente, no es un gran enfoque técnico, pero claro).
4. ¿Qué técnica se utiliza realmente para generar el pronóstico? ¿Es un promedio, un modelo de tendencia como el suavizado exponencial doble, un modelo estacional? ¿La elección de la técnica cambia según el tipo de datos de demanda o cuando hay nuevos datos de demanda disponibles? (Las piezas de repuesto y los artículos de gran volumen tienen patrones de demanda muy diferentes). ¿Cómo selecciona el modelo de pronóstico? ¿Este proceso está automatizado? ¿Con qué frecuencia se reconsidera la elección del modelo? ¿Con qué frecuencia se recalculan los parámetros del modelo? ¿Cuál es el proceso utilizado para reconsiderar su enfoque? La respuesta aquí documenta cómo se producen los pronósticos de referencia. Una vez determinado, puede realizar un análisis para identificar si otros métodos de pronóstico mejorarían Precisión de pronóstico. Si no está documentando la precisión del pronóstico y realizando un análisis de "valor agregado del pronóstico", entonces no está en condiciones de evaluar adecuadamente si los pronósticos que se producen son los mejores que pueden ser. Perderá oportunidades para mejorar el proceso, aumentar la precisión de los pronósticos y educar a la empresa sobre qué tipo de error de pronóstico es normal y debe esperarse.
5. ¿Cómo utiliza el stock de seguridad? Observe que la pregunta no era "¿Utiliza stock de seguridad?" En este contexto, y para simplificar, el término "stock de seguridad" significa stock utilizado para amortiguar el inventario frente a la variabilidad de la oferta y la demanda. Todas las empresas utilizan enfoques de amortiguamiento de alguna manera. Sin embargo, hay algunas excepciones. Tal vez usted es un fabricante de taller que adquiere todas las piezas a pedido y sus clientes están completamente bien esperando semanas o meses para que usted obtenga material, fabrique, control de calidad y envíe. O tal vez usted es un fabricante de gran volumen con toneladas de poder adquisitivo, por lo que sus proveedores establecieron almacenes locales que están llenos y listos para proporcionarle el inventario casi de inmediato. Si estas descripciones no describen a su empresa, definitivamente tendrá algún tipo de protección para protegerse contra la variabilidad de la oferta y la demanda. Es posible que no utilice el campo "stock de seguridad" en su ERP, pero definitivamente está almacenando en búfer.
Se pueden proporcionar respuestas como "No usamos inventario de seguridad porque pronosticamos". Desafortunadamente, un buen pronostico tendrá una probabilidad del 50/50 de estar por encima o por debajo de la demanda real. Esto significa que incurrirá en una falta de existencias 50% del tiempo sin que se agregue una reserva de existencias de seguridad al pronóstico. Los pronósticos solo son perfectos cuando no hay aleatoriedad. Dado que siempre hay aleatoriedad, deberá almacenar en búfer si no desea tener niveles de servicio abismales.
Si no se revela la respuesta, puede indagar un poco más sobre cómo se utilizan las diferentes palancas de reabastecimiento para agregar posibles amortiguadores, lo que lleva a las preguntas 6 y 7.
6. ¿Alguna vez aumenta el tiempo de entrega o hace el pedido antes de lo que realmente necesita?
En nuestro ejemplo hipotético, su proveedor normalmente tarda 4 semanas en entregar y es bastante consistente. Pero para protegerse contra los desabastecimientos, su comprador ordena rutinariamente 6 semanas en lugar de 4 semanas. El campo de existencias de seguridad en su sistema ERP puede establecerse en cero porque "no usamos existencias de seguridad", pero en realidad, el enfoque de pedido del comprador solo agregó 2 semanas de existencias de reserva.
7. ¿Rellena el pronóstico de demanda?
En nuestro ejemplo, el planificador espera consumir 10 unidades por mes pero “por si acaso” ingresa una previsión de 20 por mes. El campo de stock de seguridad en el sistema MRP se deja en blanco, pero el stock de reserva ahora disfrazado se ha introducido de contrabando en el pronóstico de demanda. Este es un error que introduce un "sesgo de pronóstico". No solo sus pronósticos serán menos precisos, sino que si no se tiene en cuenta el sesgo y otros departamentos agregan existencias de seguridad, tendrá un exceso de existencias.
La naturaleza ad-hoc de los enfoques anteriores complica los problemas al no considerar la oferta o la demanda real. variabilidad del artículo Por ejemplo, el planificador puede simplemente hacer una regla general que duplique el pronóstico de tiempo de entrega para artículos importantes. Una talla única no sirve para todos cuando se trata de gestión de inventario. Este enfoque generará un exceso sustancial de existencias de los artículos predecibles, mientras que la existencia de artículos con demanda intermitente será sustancialmente insuficiente. Puedes leer "Tenga cuidado con las reglas generales simples para administrar el inventario” para obtener más información sobre por qué este tipo de enfoque es tan costoso.
La naturaleza ad-hoc de los enfoques también ignora lo que sucede cuando la empresa se enfrenta a un gran exceso de existencias o agotamiento de existencias. Al tratar de entender lo que sucedió, se examinarán las políticas establecidas. En el caso de un exceso de existencias, el sistema mostrará cero existencias de seguridad. Los líderes empresariales supondrán que no cuentan con ningún inventario de seguridad, se rascarán la cabeza y, finalmente, simplemente culparán al pronóstico, declararán "Nuestro negocio no se puede pronosticar" y seguirán tropezando. Incluso pueden culpar al proveedor por enviar demasiado pronto y hacer que retengan más de lo necesario. En el caso de que se agoten las existencias, pensarán que no tienen suficiente y agregarán arbitrariamente más existencias en muchos artículos sin darse cuenta de que, de hecho, hay muchas existencias de seguridad adicionales incorporadas al proceso. Esto hace que sea más probable que el inventario deba cancelarse en el futuro.
8. ¿Cuál es la terminología de inventario exacta utilizada?? Defina lo que quiere decir con stock de seguridad, mínimo, punto de reorden, EOQ, etc. Si bien hay estándares técnicos definiciones es posible que algo difiera, y la falta de comunicación aquí será problemática. Por ejemplo, algunas empresas se refieren a Min como la cantidad de inventario necesaria para satisfacer la demanda de tiempo de entrega, mientras que otras pueden definir Min como que incluye tanto la demanda de tiempo de entrega como el stock de seguridad para amortiguar la variabilidad de la demanda. Otros pueden significar la cantidad mínima de pedido.
9. ¿El inventario disponible es consistente con la política? Cuando termine su trabajo de detección y todo esté documentado, abra su hoja de cálculo o sistema ERP y mire la cantidad disponible. Debería estar más o menos en línea con sus parámetros de planificación (es decir, si Min/Max es 20/40 y la demanda de tiempo de entrega típica es 10, entonces debería tener aproximadamente de 10 a 40 unidades disponibles en cualquier momento dado). Sorprendentemente, para muchas empresas, a menudo hay una gran inconsistencia. Hemos observado situaciones en las que la configuración Mín./Máx. es 20/40, pero el inventario disponible es de más de 300. Esto indica que cualquier política que se haya prescrito simplemente no se está siguiendo. Eso es un problema mayor
10. ¿Qué vas a hacer a continuación?
La previsión de la demanda y la política de almacenamiento de inventario deben ser procesos bien definidos que todos los involucrados entiendan y acepten. Debería haber cero misterio..
Para hacer esto correctamente, la variabilidad de la oferta y la demanda debe analizarse y utilizarse para calcular los niveles adecuados de existencias de seguridad. Agregar amortiguadores sin una comprensión implícita de lo que cada unidad adicional de reserva de reserva le está comprando en términos de servicio es como arrojar arbitrariamente un puñado de ingredientes en una receta de pastel. Un pequeño cambio en los ingredientes puede tener un gran impacto en lo que sale del horno: un bocado demasiado dulce pero el siguiente demasiado amargo. Es lo mismo con la gestión de inventario. Un poco más aquí, un poco menos allá, y muy pronto se encontrará con un exceso de inventario costoso en algunas áreas, escasez dolorosa en otras, sin idea de cómo llegó allí y con poca orientación sobre cómo mejorar las cosas.
Moderno optimización del inventario y el software de planificación de la demanda con su análisis avanzado y su sólida base en el análisis de pronósticos puede ayudar mucho con este problema. Pero incluso el mejor software no ayudará si se usa de manera inconsistente.

Artículos Relacionados

La próxima frontera en análisis de la cadena de suministro
Creemos que la vanguardia del análisis de la cadena de suministro es el desarrollo de gemelos digitales de sistemas de inventario. Estos gemelos toman la forma de modelos de eventos discretos que utilizan la simulación Monte Carlo para generar y optimizar toda la gama de riesgos operativos. También afirmamos que nosotros y nuestros colegas de Smart Software hemos desempeñado un papel enorme en la creación de esa vanguardia.

Superar la incertidumbre con tecnología de optimización de servicio e inventario
En este blog, analizaremos el mercado impredecible y de ritmo rápido de hoy y los constantes desafíos que enfrentan las empresas para administrar su inventario y niveles de servicio de manera eficiente. El tema principal de esta discusión, arraigado en el concepto de “Optimización probabilística del inventario”, se centra en cómo se puede aprovechar la tecnología moderna para lograr objetivos óptimos de servicio e inventario en medio de la incertidumbre. Este enfoque no sólo aborda los problemas tradicionales de gestión de inventarios, sino que también ofrece una ventaja estratégica para afrontar las complejidades de las fluctuaciones de la demanda y las interrupciones de la cadena de suministro.

Ley de centrado: sincronización, precio y confiabilidad de los repuestos
En este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio.
Mensajes recientes
 Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […] 5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […]
5 formas de mejorar la velocidad de toma de decisiones en la cadena de suministroLa promesa de una cadena de suministro digital ha transformado la forma en que operan las empresas. En esencia, permite tomar decisiones rápidas basadas en datos y, al mismo tiempo, garantizar la calidad y la eficiencia en todas las operaciones. Sin embargo, no se trata solo de tener acceso a más datos. Las organizaciones necesitan las herramientas y plataformas adecuadas para convertir esos datos en información procesable. Aquí es donde la toma de decisiones se vuelve fundamental, especialmente en un panorama en el que las nuevas soluciones de cadena de suministro digital y las plataformas impulsadas por IA pueden ayudarlo a agilizar muchos procesos dentro de la matriz de decisiones. […] 12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […]
12 causas del exceso de stock y soluciones prácticasGestionar el inventario de manera eficaz es fundamental para mantener un balance saludable y garantizar que los recursos se asignen de manera óptima. A continuación, se analizan en profundidad las principales causas del exceso de existencias, sus implicaciones y posibles soluciones. […] Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […]
Preguntas frecuentes: Cómo dominar la IP&O inteligente para una mejor gestión del inventario.Una gestión eficaz de la cadena de suministro y del inventario es esencial para lograr la eficiencia operativa y la satisfacción del cliente. Este blog ofrece respuestas claras y concisas a algunas preguntas básicas y otras preguntas comunes de nuestros clientes de Smart IP&O, ofreciendo información práctica para superar los desafíos típicos y mejorar sus prácticas de gestión de inventario. Centrándonos en estas áreas clave, lo ayudamos a transformar problemas complejos de inventario en acciones estratégicas y manejables que reducen los costos y mejoran el rendimiento general con Smart IP&O. […] 7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]
7 tendencias clave en planificación de la demanda que están dando forma al futuroLa planificación de la demanda va más allá de la simple previsión de las necesidades de productos; se trata de garantizar que su empresa satisfaga las demandas de los clientes con precisión, eficiencia y rentabilidad. La última tecnología de planificación de la demanda aborda desafíos clave como la precisión de las previsiones, la gestión de inventarios y la capacidad de respuesta al mercado. En este blog, presentaremos tendencias críticas de planificación de la demanda, que incluyen información basada en datos, previsión probabilística, planificación por consenso, análisis predictivo, modelado de escenarios, visibilidad en tiempo real y previsión multinivel. Estas tendencias le ayudarán a mantenerse a la vanguardia, optimizar su cadena de suministro, reducir costes y mejorar la satisfacción del cliente, posicionando a su empresa para el éxito a largo plazo. […]

Optimización de inventario para fabricantes, distribuidores y MRO
- Gestión del inventario de repuestos: mejores prácticasEn este blog, exploraremos varias estrategias efectivas para administrar el inventario de repuestos, haciendo hincapié en la importancia de optimizar los niveles de existencias, mantener los niveles de servicio y usar herramientas inteligentes para ayudar en la toma de decisiones. La gestión del inventario de repuestos es un componente fundamental para las empresas que dependen del tiempo de funcionamiento de los equipos y la fiabilidad del servicio. A diferencia de los artículos de inventario habituales, los repuestos suelen tener patrones de demanda impredecibles, lo que hace que sea más difícil gestionarlos de forma eficaz. Un sistema de gestión de inventario de repuestos eficiente ayuda a evitar la falta de existencias que puede provocar tiempos de inactividad operativa y retrasos costosos, a la vez que evita el exceso de existencias que inmoviliza innecesariamente el capital y aumenta los costes de mantenimiento. […]
 Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […]
Innovando en el mercado de repuestos OEM con optimización de inventario impulsada por IAEl sector de posventa ofrece a los fabricantes de equipos originales una ventaja decisiva al ofrecer un flujo de ingresos constante y fomentar la lealtad del cliente mediante la entrega confiable y oportuna de piezas de repuesto. Sin embargo, la gestión del inventario y la previsión de la demanda en el mercado de posventa está plagada de desafíos, incluidos patrones de demanda impredecibles, amplias gamas de productos y la necesidad de entregas rápidas. Los métodos tradicionales a menudo no son suficientes debido a la complejidad y variabilidad de la demanda en el mercado de posventa. Las últimas tecnologías pueden analizar grandes conjuntos de datos para predecir la demanda futura con mayor precisión y optimizar los niveles de inventario, lo que conduce a un mejor servicio y menores costos. […] Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […]
Utilidades preparadas para el futuro: análisis avanzados para la optimización de la cadena de suministroLos servicios públicos en los campos de la electricidad, el gas natural, el agua urbana y las telecomunicaciones requieren muchos activos y dependen de una infraestructura física que debe mantenerse, actualizarse y mejorarse adecuadamente con el tiempo. Maximizar el tiempo de actividad de los activos y la confiabilidad de la infraestructura física exige una gestión eficaz del inventario, la previsión de piezas de repuesto y la gestión de proveedores. Una empresa de servicios públicos que ejecuta estos procesos de manera efectiva superará a sus pares, brindará mejores retornos para sus inversores y mayores niveles de servicio para sus clientes, al mismo tiempo que reducirá su impacto ambiental. […] Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]
Ley de centrado: sincronización, precio y confiabilidad de los repuestosEn este artículo, lo guiaremos a través del proceso de elaboración de un plan de inventario de repuestos que priorice las métricas de disponibilidad, como los niveles de servicio y las tasas de cumplimiento, al tiempo que garantiza la rentabilidad. Nos centraremos en un enfoque para la planificación de inventario llamado Optimización de inventario basada en el nivel de servicio. A continuación, analizaremos cómo determinar qué piezas debe incluir en su inventario y cuáles podrían no ser necesarias. Por último, exploraremos formas de mejorar consistentemente su plan de inventario basado en el nivel de servicio. […]

 En detalles más técnicos: los errores de pronóstico que se estiman mediante este proceso de simulación deslizante indican el nivel de incertidumbre. Usamos estos errores para estimar la desviación estándar de los pronósticos. Ahora, con una demanda regular, podemos suponer que los pronósticos (que son estimaciones del comportamiento futuro) están mejor representados por una distribución de probabilidad en forma de campana, lo que los estadísticos llaman la "distribución normal". El centro de esa distribución es nuestro pronóstico puntual. El ancho de esa distribución es la desviación estándar del pronóstico de "simulación deslizante" de los valores reales conocidos; lo obtenemos directamente de nuestras estimaciones de error de pronóstico.
En detalles más técnicos: los errores de pronóstico que se estiman mediante este proceso de simulación deslizante indican el nivel de incertidumbre. Usamos estos errores para estimar la desviación estándar de los pronósticos. Ahora, con una demanda regular, podemos suponer que los pronósticos (que son estimaciones del comportamiento futuro) están mejor representados por una distribución de probabilidad en forma de campana, lo que los estadísticos llaman la "distribución normal". El centro de esa distribución es nuestro pronóstico puntual. El ancho de esa distribución es la desviación estándar del pronóstico de "simulación deslizante" de los valores reales conocidos; lo obtenemos directamente de nuestras estimaciones de error de pronóstico.


