“Los negocios son guerra” puede ser una metáfora exagerada, pero no carece de validez. Al igual que la “brecha de los bombarderos” y la “brecha de los misiles”, la preocupación por quedarse atrás de la competencia y la consiguiente amenaza de aniquilación siempre acechan en las mentes de los ejecutivos de negocios. Si no lo hacen, deberían hacerlo, porque no todas las brechas se solucionan. imaginario (se demostró que la brecha de los bombarderos y la brecha de los misiles no existían entre los EE.UU. y la URSS, pero la brecha de los años 1980 entre la productividad japonesa y la estadounidense era demasiado real). La diferencia entre paranoia y preocupación justificada es convertir el miedo en hechos. Esta publicación trata sobre cómo organizar su atención hacia posibles brechas en el análisis de la cadena de suministro de su empresa.
Brechas de vigilancia
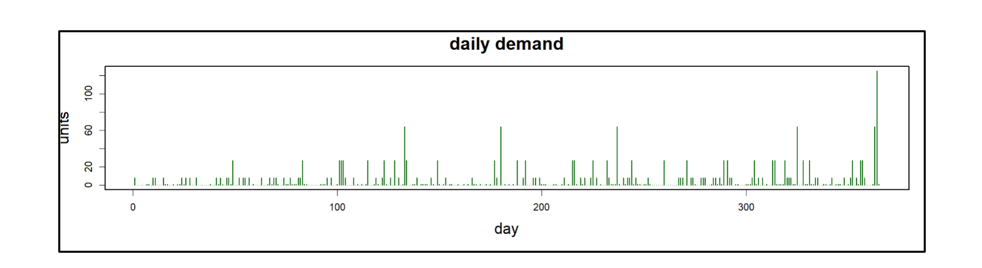
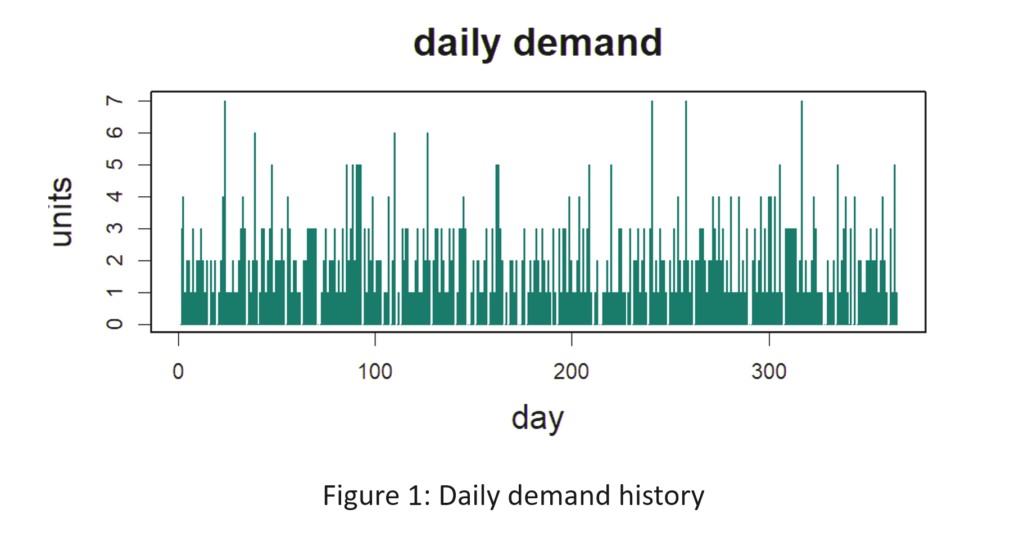
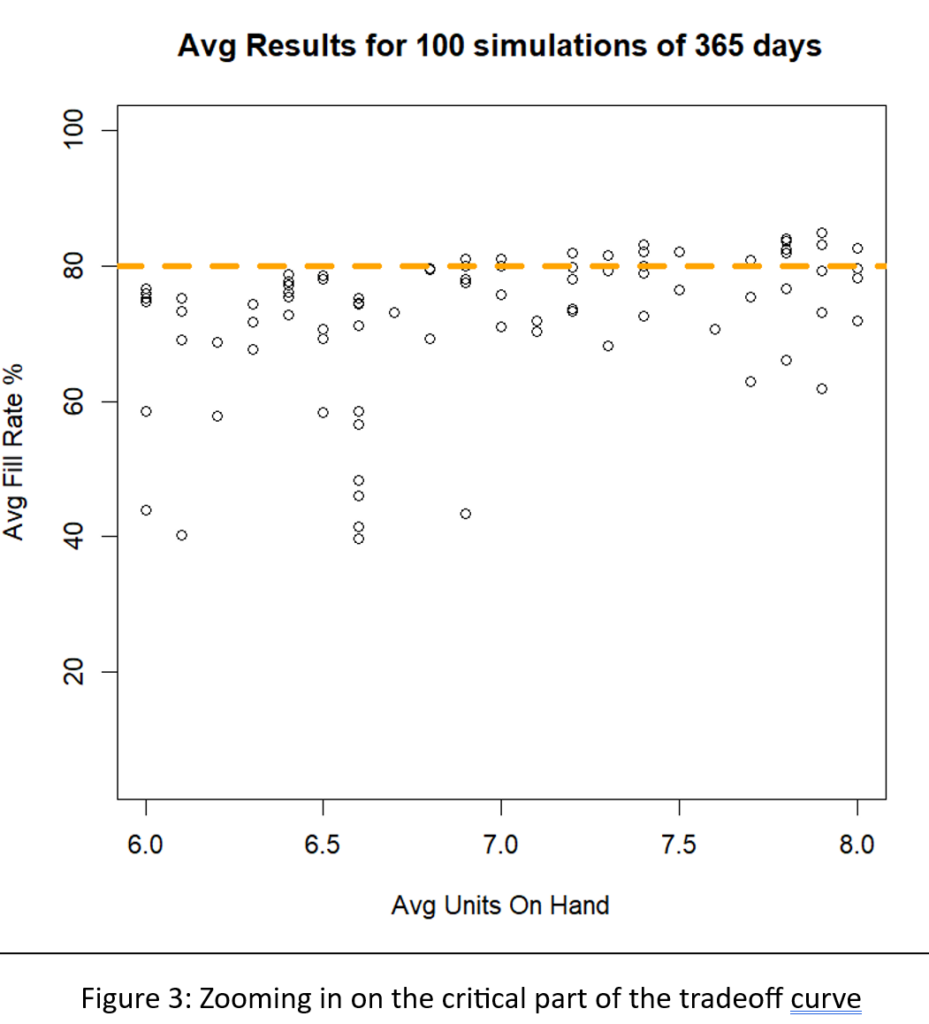
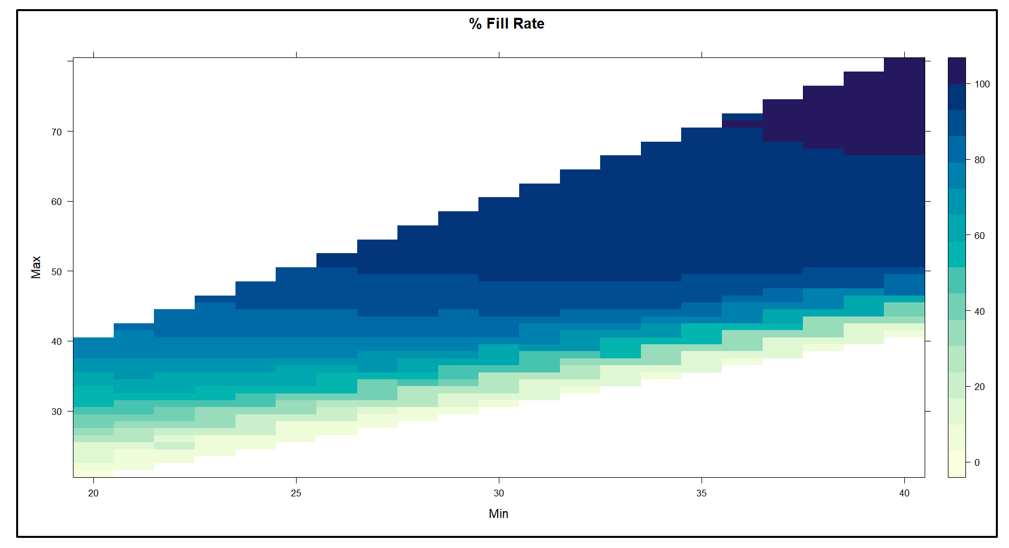
El ejército estadounidense tiene un dicho: "El tiempo dedicado al reconocimiento nunca se desperdicia". De vez en cuando, nuestro Pronosticador inteligente El blog tiene una publicación que te ayuda a girar la cabeza para ver qué sucede a tu alrededor. Un ejemplo es nuestra publicación sobre gemelos digitales, que es un tema candente en todo el mundo de la ingeniería. En resumen: utilizar simulaciones de oferta y demanda para detectar debilidades en su plan de inventario es una forma de reconocimiento de la cadena de suministro. Cerrar esta brecha de vigilancia permite a las empresas tomar medidas correctivas antes de que surja un problema real.
Brechas de conciencia situacional
Un comandante militar necesita realizar un seguimiento de lo que está disponible para su uso y de qué tan bien se está utilizando. Los informes disponibles en Analítica operativa inteligente mantenerlo actualizado sobre sus recuentos de inventario, la precisión de sus pronósticos, la capacidad de respuesta de sus proveedores y las tendencias en estas y otras áreas operativas. Sabrá exactamente cuál es su posición en una variedad de KPI de la cadena de suministro, como el nivel de servicio, las tasas de cumplimiento y la rotación de inventario. Sabrá si el desempeño real está alineado con el desempeño planificado y si el plan de inventario (es decir, qué pedir, cuándo, a quién y por qué) se cumple o se ignora.
Brechas de agilidad
El entorno empresarial puede cambiar rápidamente. Todo lo que se necesita es un camión cisterna atrapado de costado en el Canal de Suez, unos cuantos misiles balísticos antibuque en el Mar Rojo o un fenómeno meteorológico que afecte a toda la región. Estas catástrofes pueden recaer tanto sobre la cabeza de sus competidores como sobre la suya, pero ¿quién de ustedes es lo suficientemente ágil como para reaccionar primero? Informe de excepciones en Planificador de la demanda y análisis operativo inteligente puede detectar cambios importantes en el carácter de la demanda para que pueda filtrar rápidamente datos de demanda obsoletos antes de que contaminen todos sus cálculos para pronósticos de demanda u optimización de inventario. Planificador de la demanda puede avisar con antelación de un aumento o disminución pendiente de la demanda. Optimización del inventario puede ayudarle a ajustar sus tácticas de reabastecimiento de inventario para reflejar estos cambios en la demanda.
Brechas de innovación
Ya sea que te refieras a tu competencia como "Los otros chicos" o "Todos los demás" o algo que no se pueda imprimir, aquellos de los que debes preocuparte son los que siempre buscan una ventaja. Cuando elige a Smart como su socio, le brindaremos esa ventaja con soluciones predictivas innovadoras pero probadas en el campo. Smart Software ha estado innovando en modelos predictivos desde su nacimiento hace más de 40 años.
- Nuestros primeros productos introdujeron múltiples innovaciones técnicas: evaluación de la calidad del pronóstico mirando hacia el futuro, no hacia el pasado; selección automática de las mejores entre un conjunto de metodologías competitivas, aprovechando los gráficos de los primeros PC para permitir una fácil gestión de las anulaciones de las previsiones estadísticas.
- Más tarde inventamos y patentamos un enfoque radicalmente diferente para pronosticar la demanda intermitente que es característica tanto de repuestos como de bienes duraderos costosos. Nuestra tecnología fue patentada y recibió múltiples premios por mejorar drásticamente la gestión del inventario. La solución es ahora un enfoque probado en el campo utilizado por muchas empresas líderes en repuestos, MRO, repuestos de posventa y servicio de campo.
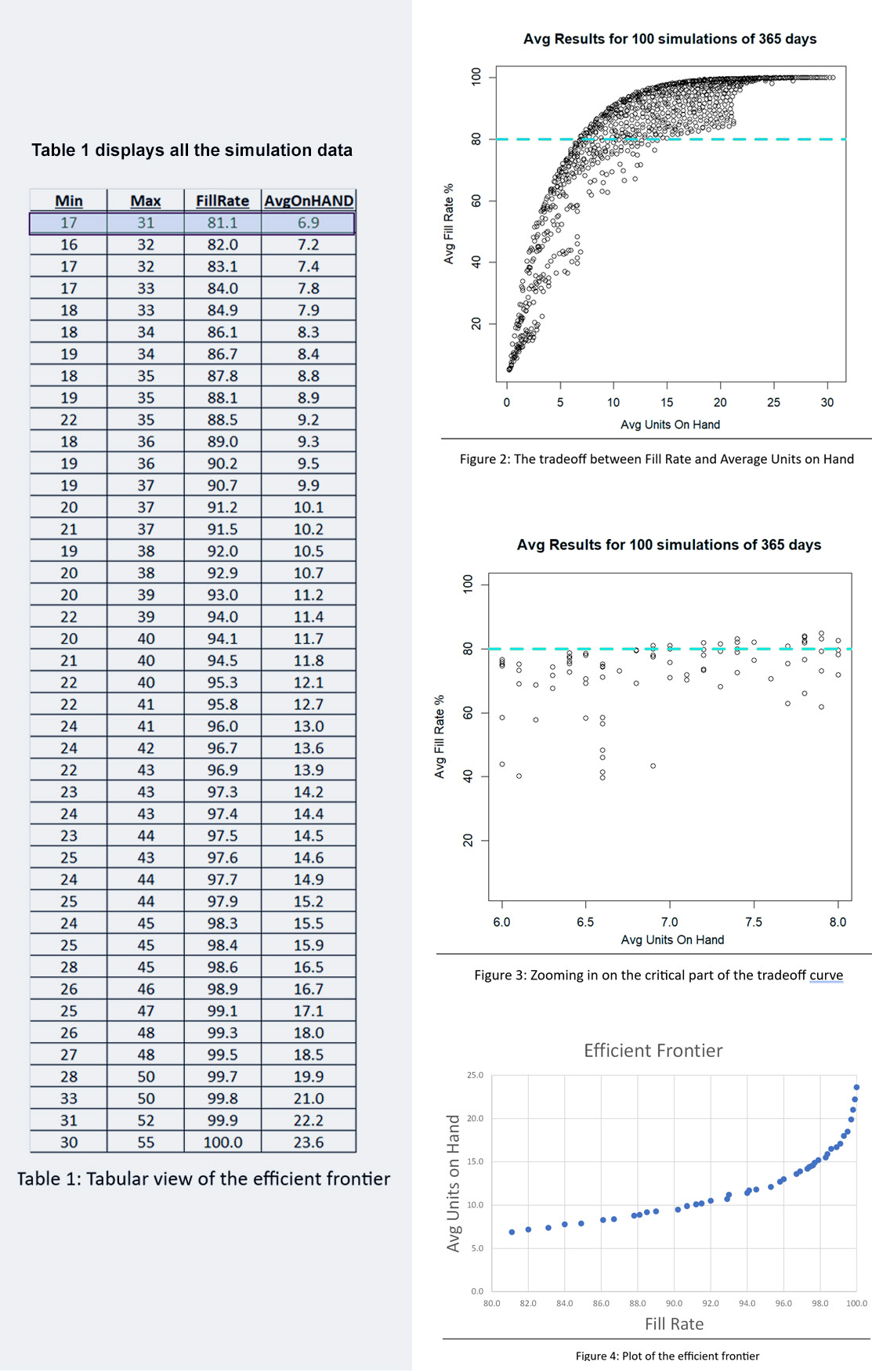
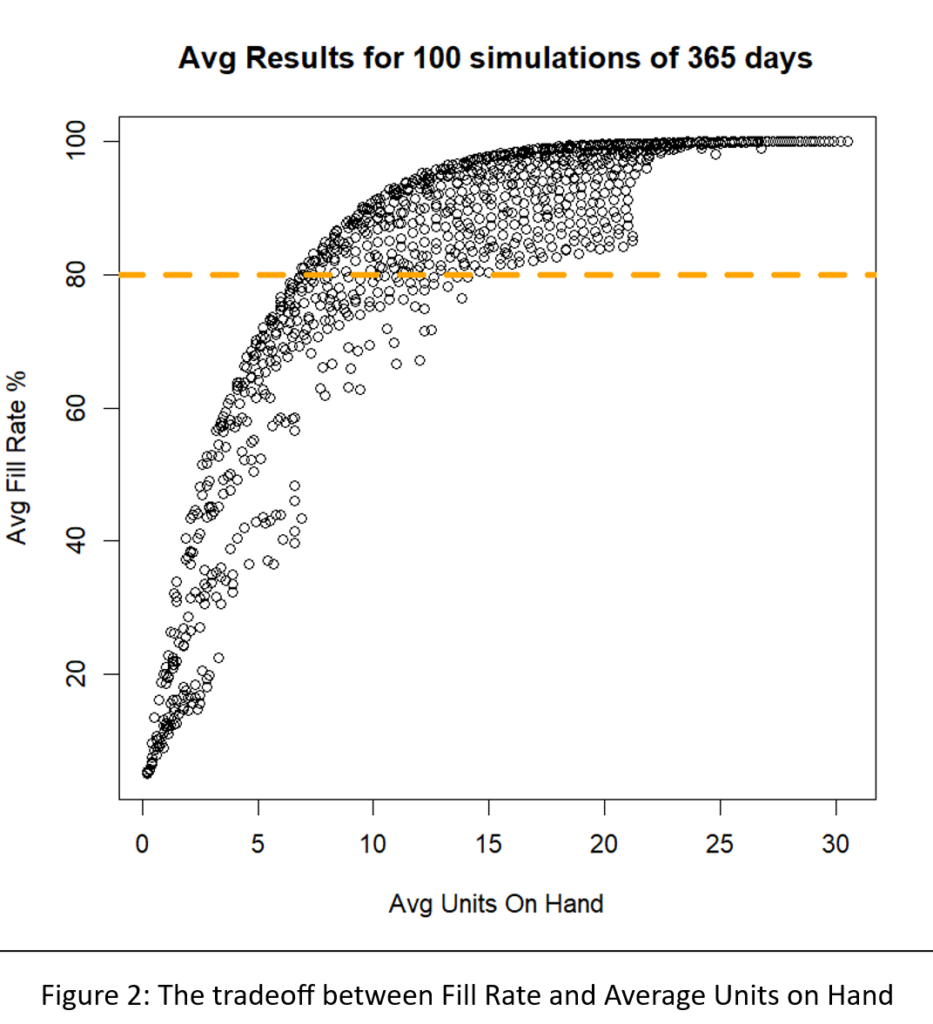
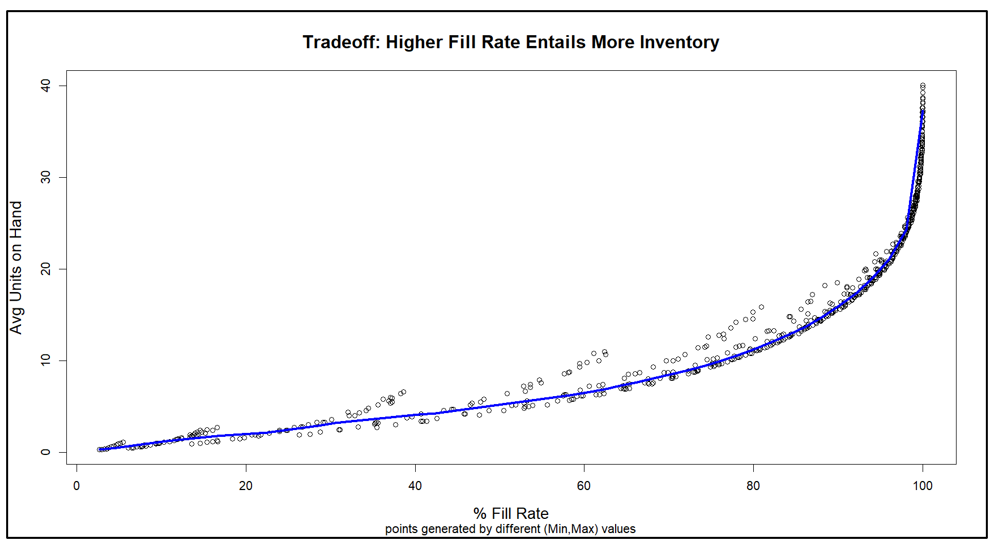
- Más recientemente, la plataforma en la nube de Smart para pronóstico de demanda, modelado predictivo, optimización de inventario y análisis, toma todos los datos relevantes que de otro modo estarían bloqueados en sus sistemas ERP o EAM, archivos externos y otras fuentes de datos dispares, y los organiza en el canalización de datos inteligente, lo estructura en nuestro modelo de datos comúny lo procesa en nuestro nube de AWS. Inteligente utiliza el poder de nuestro patentado simulaciones probabilísticas de demanda en Smart Inventory Optimization para realizar pruebas de estrés y optimizar las reglas que utiliza para administrar cada uno de los artículos de su inventario.
Es mi trabajo, junto con mi cofundador, el Dr. Nelson Hartunian, nuestro equipo de ciencia de datos y consultores académicos, continuar ampliando los límites del análisis de la cadena de suministro y brindarle los beneficios mediante la implementación continua de nuevas versiones de nuestros productos para que usted no se quede atrapado en una brecha de innovación, ni en ninguna de las otras.